
商城公告
新闻资讯
产品资讯
技术文章
知识库
14
2025.8
作者
292
阅读量
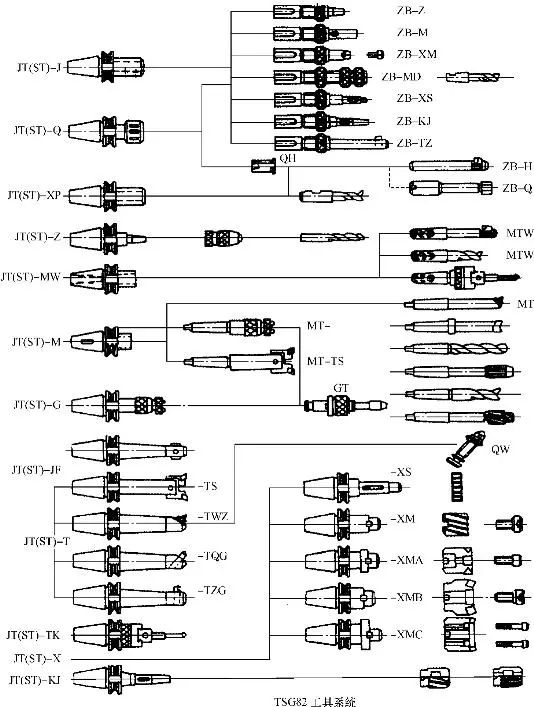
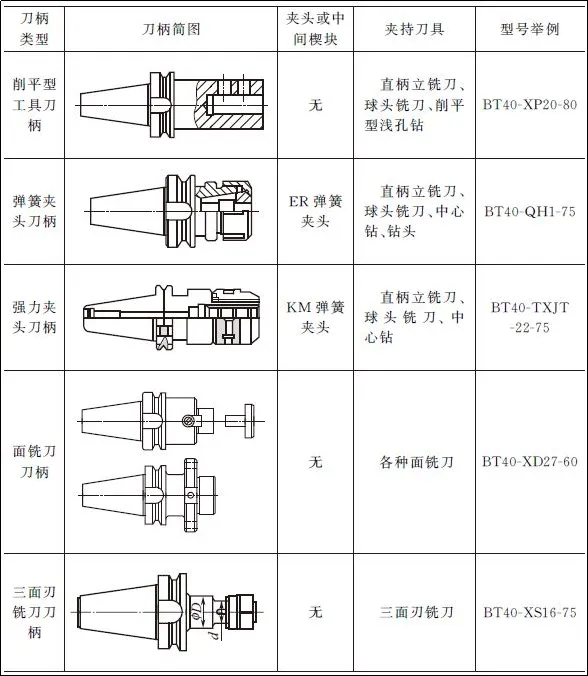
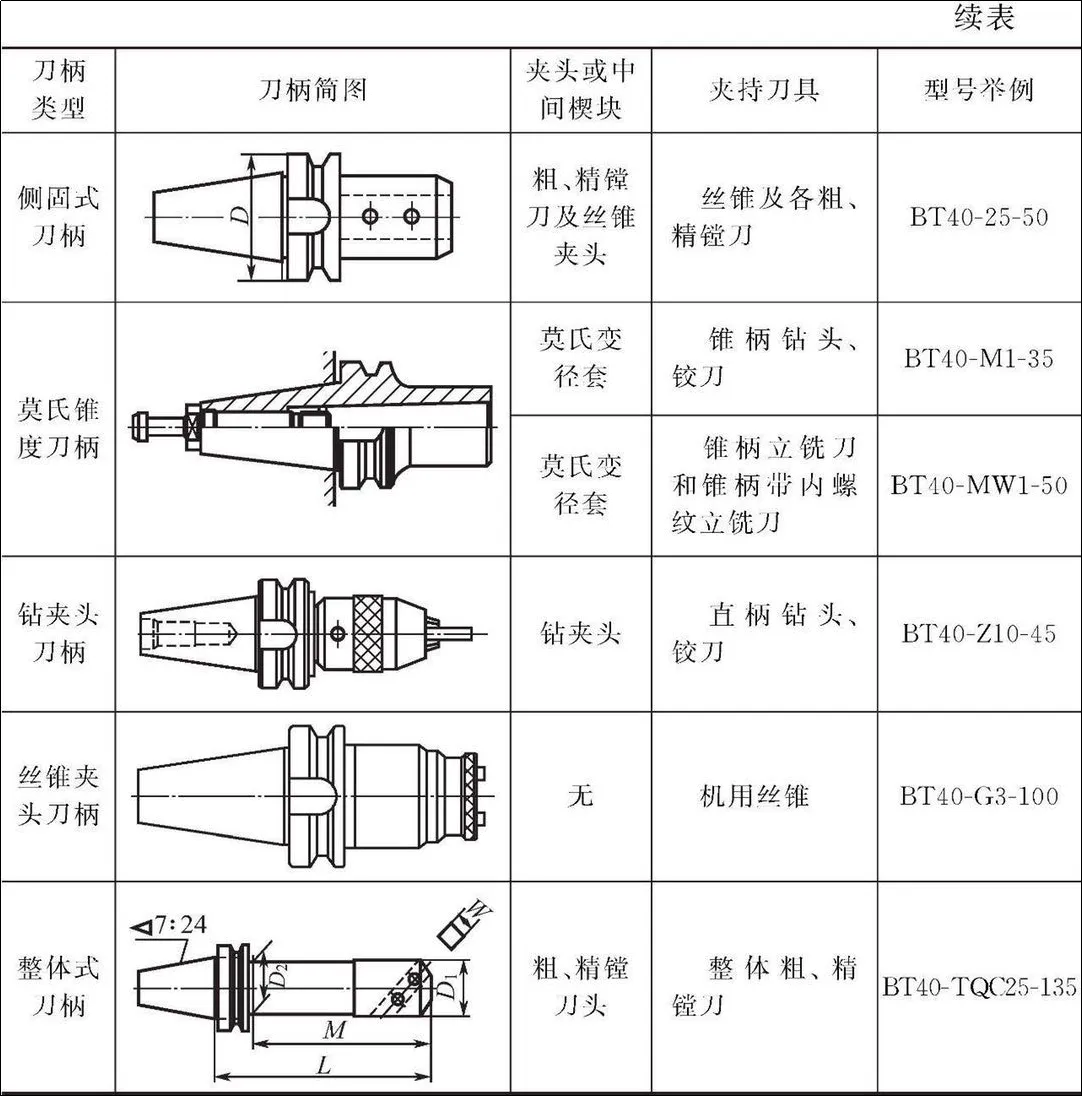
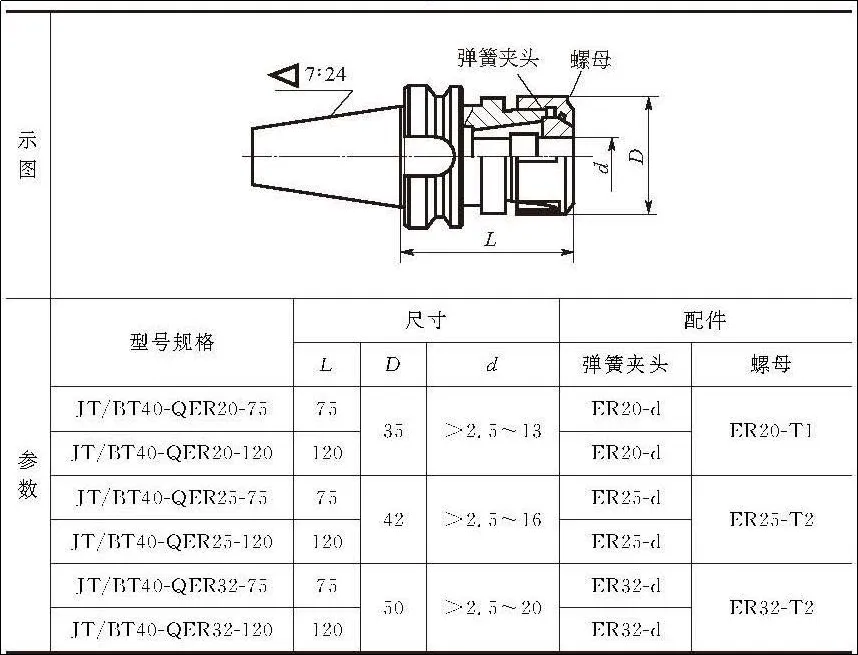
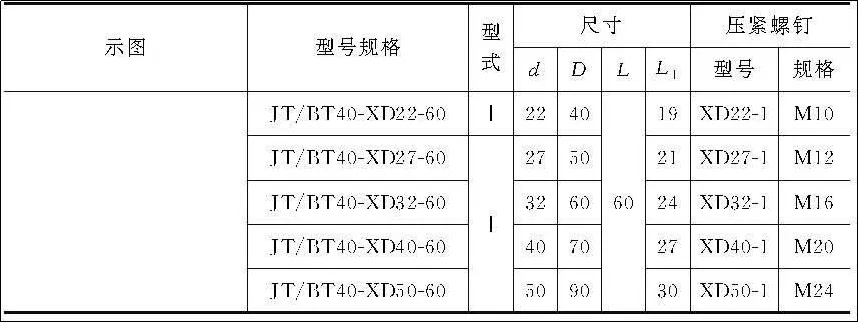
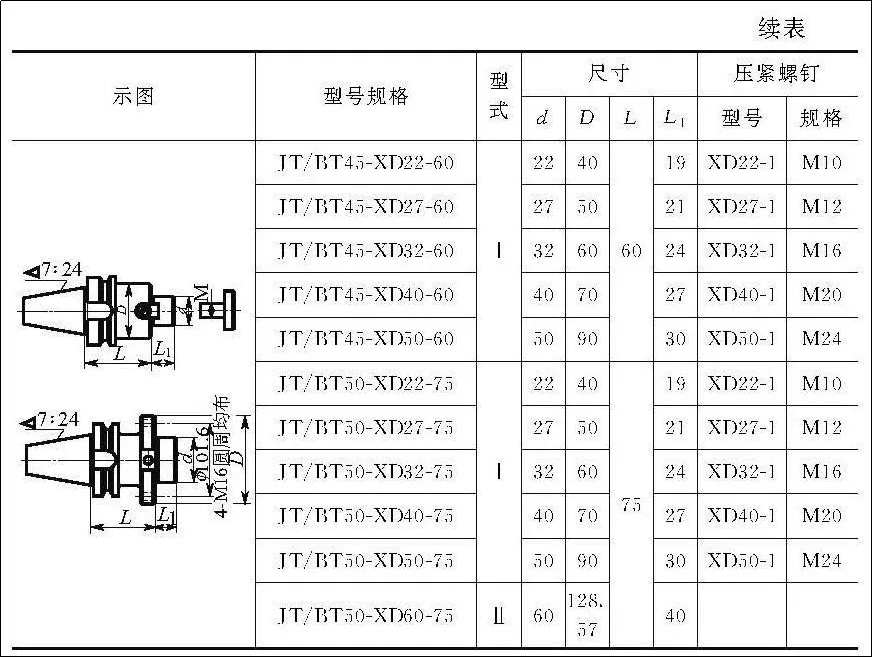
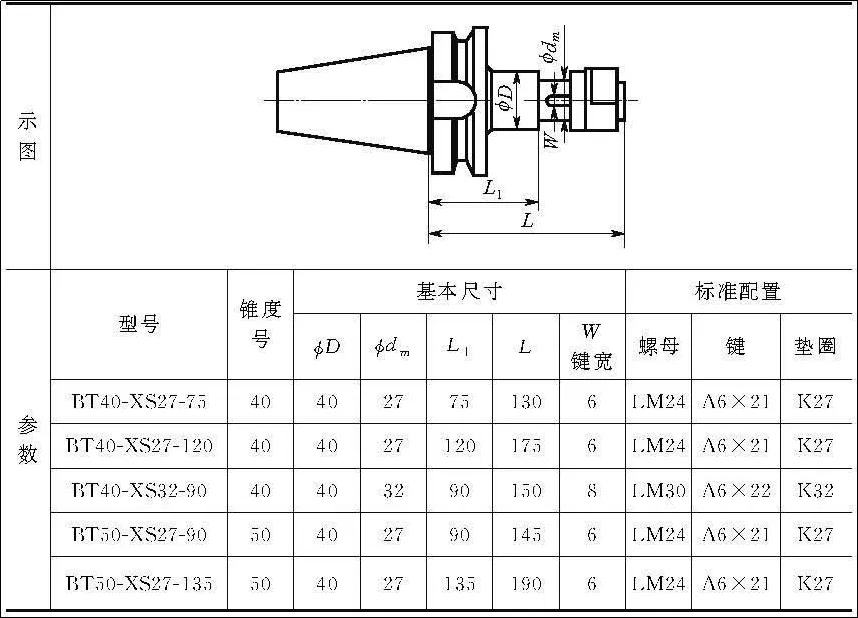
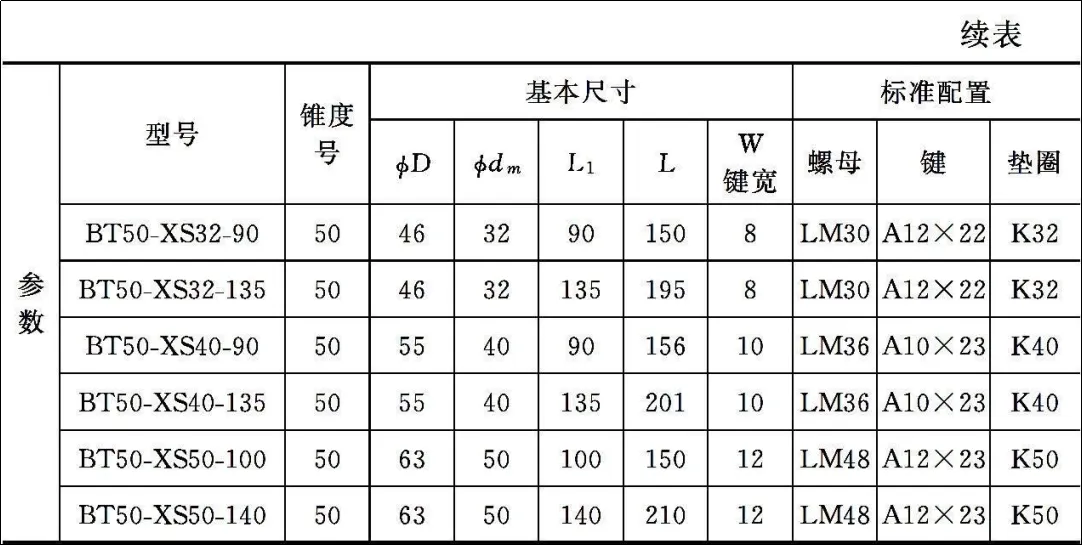
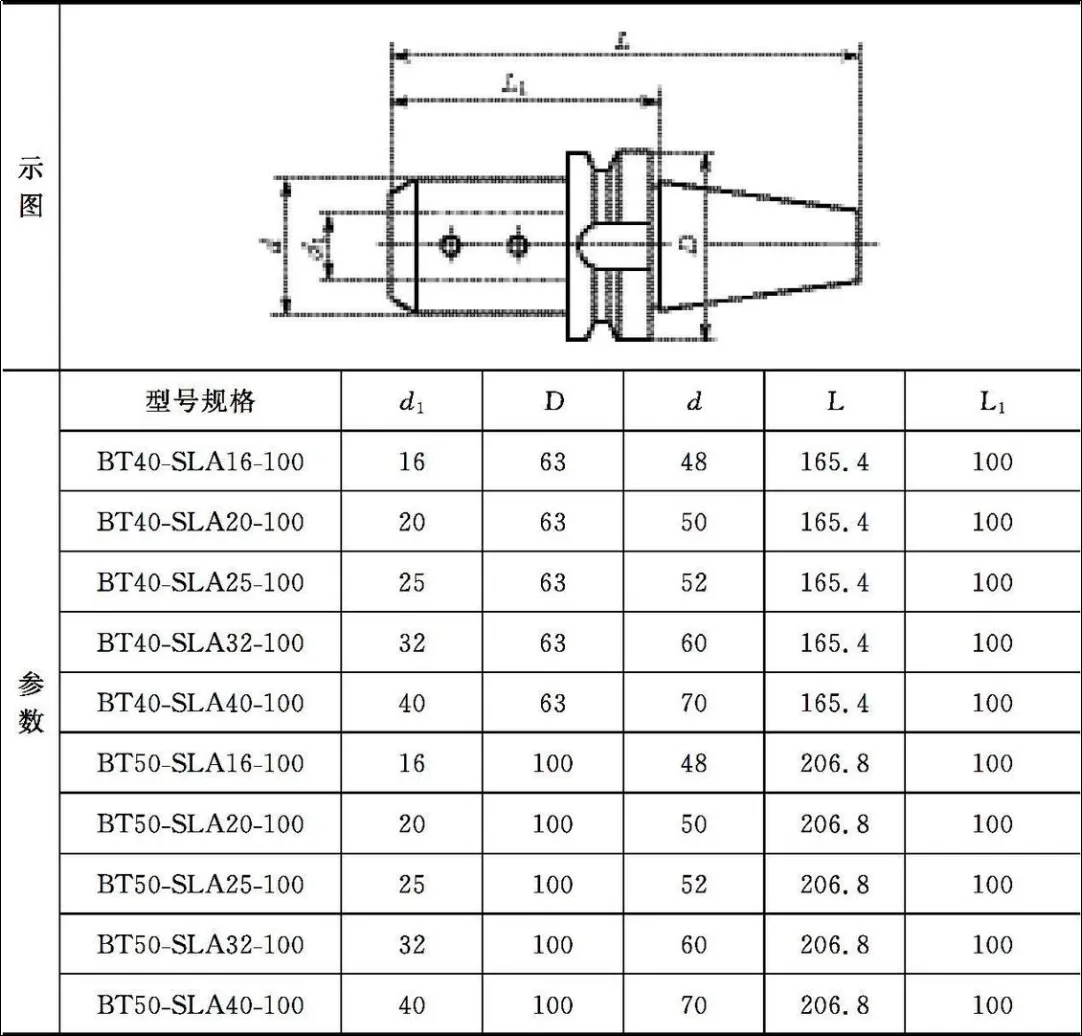
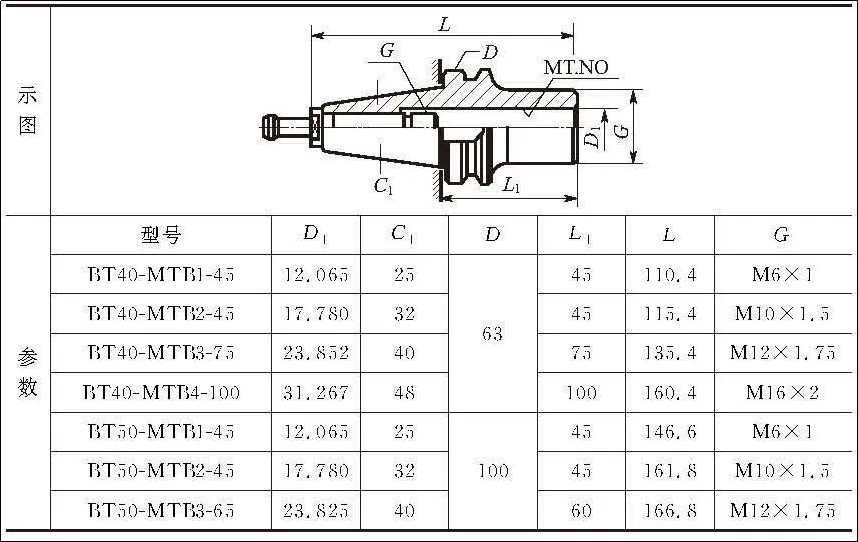
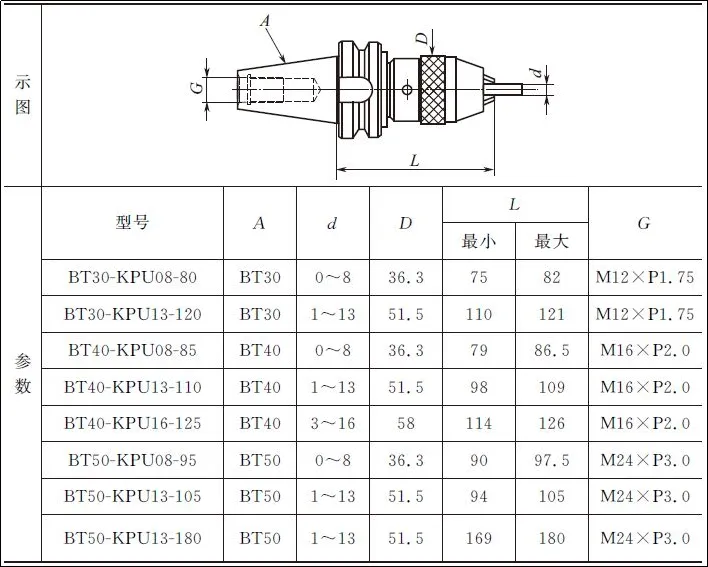
铣刀刀柄类型
从类型划分到选型要点,读懂铣刀刀柄系统

|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
没有一个刀柄系统是万能的。专为高速精加工工序而打造的刀柄通常会缺乏高效加工所需的刚性和强度,例如,粗加工毛坯铸件。相反,用于粗加工的刀柄通常会缺乏动平衡性,这种动平衡性能够使刀柄在精加工工序中高速平稳运行。
此外,粗加工刀柄的粗壮设计和大体积可能会限制其够到较精细或较深的零件特征。而难加工材料需要具有增强强度和刚性的刀柄。此外,刀柄的减振能力以及冷却液输送能力也是重要的选择标准。使用不合适的刀柄会导致尺寸误差和零件报废,以及机床主轴过度磨损、刀具寿命缩短和刀具断裂风险增加。
在非关键性作业中,物美价廉的刀柄可能会产生令人满意的结果。但是,在必须获得可重复精度的工序中,尤其是在昂贵工件报废会降低零件的利润率时,投资以应用为中心的高质量刀柄可以以较低的成本防范此类意外损失。
0