
20
2026.5
作者
5
阅读量
车间里血压飙升的一幕:一件价值八万的钛合金壳体,精加工最后一刀,新刀片刚切入,一声脆响,刀尖崩碎,工件表面留下一道深沟,整件报废。所有人都脱口而出:“这批刀片不行。”
然而,大量失效分析证实:崩刃极少是刀片“自杀”,而是工艺系统对它施加“酷刑”后的“他杀”。真凶,就藏在下面四个细节里。
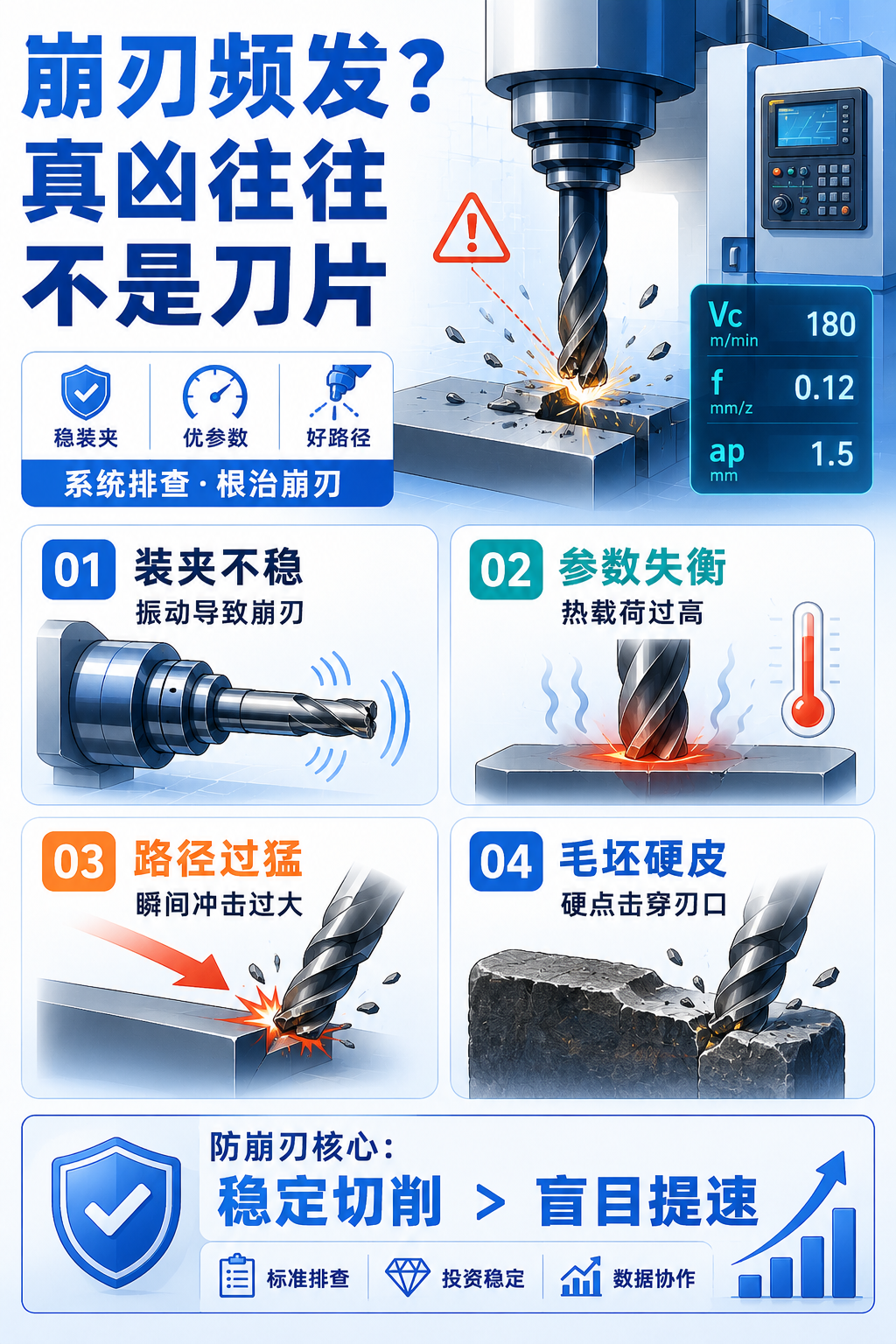
一、装夹刚性不足与振动隐匿——松垮的"地基"
崩刃机理
装夹系统中的每一个连接面——刀柄与主轴锥面、筒夹与刀柄、拉钉与拉爪——都存在微米级的配合间隙。在切削力作用下,这些间隙会引发刀具的微幅振动,导致切削厚度不均匀、切削力瞬时波动。当振动幅度超过刃口材料的疲劳极限时,即发生崩刃。
关键排查点
拉钉与锥面:拉钉是否按扭矩值拧紧?锥面上任何划伤、锈斑或铁屑残留,都等同于在主轴上垫了一层"弹簧"。
夹持元件:弹簧筒夹的夹持孔是否已磨损发亮?液压刀柄的压力表是否仍在绿色区间?
悬伸长度:粗加工是否严格遵守3倍径以内?断续切削时,是否强行使用了长悬伸方案?
根治策略
建立《装夹点检表》,每次换刀前目视检查锥面与拉钉,养成肌肉记忆。
投资于稳定性。一套高品质的液压或热胀刀柄,其综合减振能力带来的刀片寿命延长,远抵得上刀柄本身的差价。
编程时,不惜一切代价缩短悬伸。 在保证主轴鼻端不干涉的前提下,哪怕只短5毫米,系统刚性都是指数级提升。

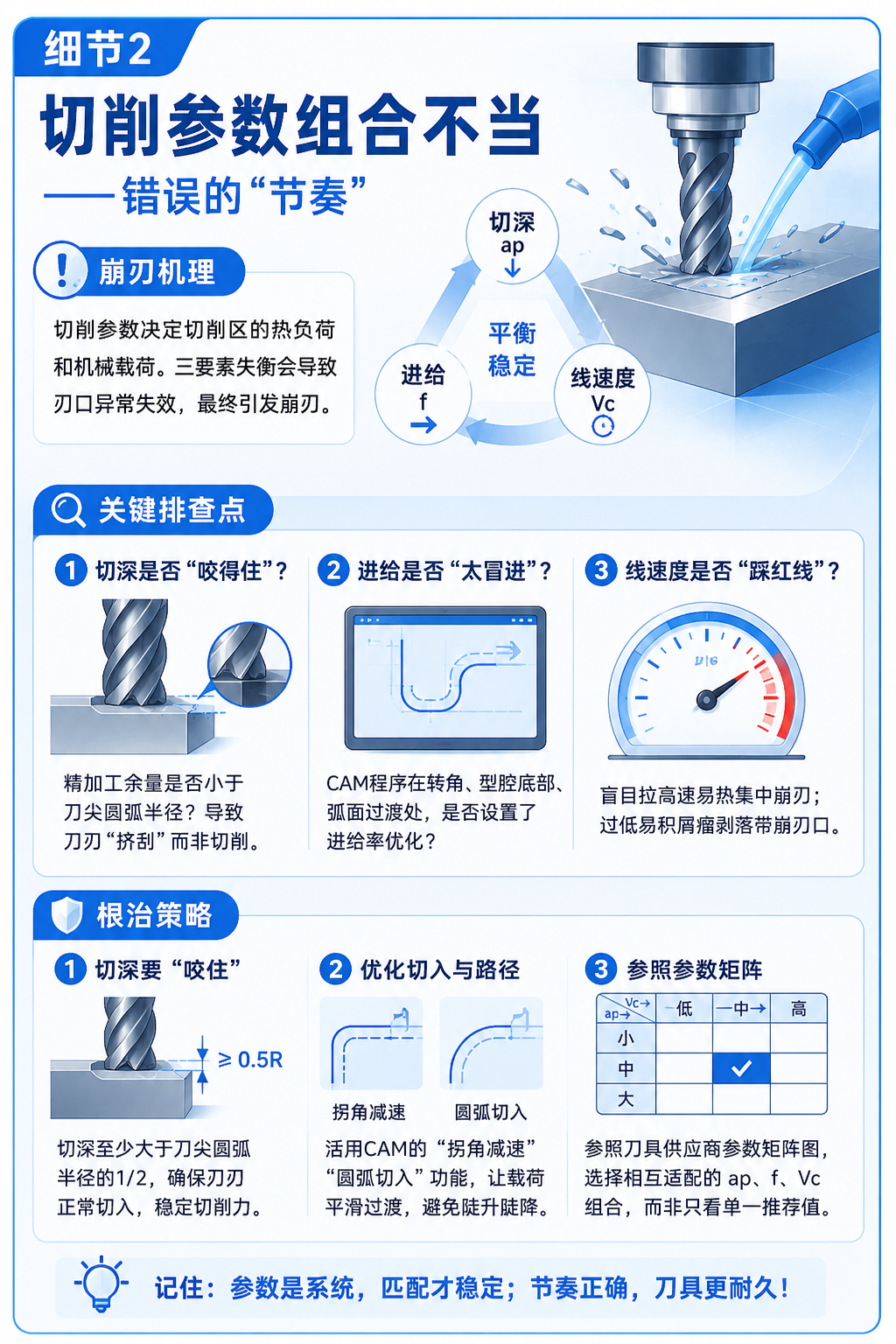
二、切削参数组合不当——错误的"节奏"
崩刃机理
切削参数决定了切削区的热负荷和机械载荷。切深过小导致刀刃在硬化层上摩擦而非切削;进给过大超出刃口承载能力;线速度过高使切削温度超过刀具材料的耐受极限,或过低导致积屑瘤反复剥落带崩刃口。三要素的失衡最终表现为刃口的异常失效。
关键排查点
切深是否"咬得住":精加工余量是否小于刀尖圆弧半径?导致刀刃在"挤刮"而非切削。
进给是否"太冒进":CAM程序在转角、型腔底部、弧面过渡处,是否设置了进给率优化?
线速度是否"踩红线":钛合金是否为了效率盲目拉高速导致热集中?不锈钢是否因线速度过低导致积屑瘤反复生长剥落,带崩刃口?
根治策略
切深至少大于刀尖圆弧半径的1/2。 这是确保刀刃正常切入、稳定建立切削力的物理底线。
活用CAM软件的"拐角减速"、"圆弧切入"功能。 让切削载荷在路径变化时平滑过渡,而非陡升陡降。
参照刀具供应商的《参数矩阵图》。 参数是个系统,不要只盯一个推荐值。特定工况下,你需要的是一组互相适配的ap、f、Vc。
三、机床状态与编程路径隐患——失稳的"舞台"
崩刃机理
当机床服役多年后,导轨的间隙、丝杠的反向间隙、伺服电机的响应迟滞,会在实际加工中产生"指令之外的走刀"。程序写的是平滑圆弧,机床走的却是带着细微棱角的多边形,每一道棱都代表一次微型冲击。 而粗暴的编程方式——比如全刃宽一刀扎入工件、直角转弯、突然的全齿啮合——则是在主动制造冲击载荷。
关键排查点
机床本体:主轴径向跳动是否超差?反向间隙补偿值是否已滞后于实际磨损量?
切入方式:程序是否从开放边缘切线切入?型腔下刀是否使用螺旋或斜坡推进?
路径载荷:铣削中是否存在刀轨突然转向,导致啮合角瞬间变为180度?
根治策略
为机床建立定期精度体检档案。 动态性能的衰减是缓慢的,容易被习惯性忽略,但它每天都在侵蚀刀具寿命。
"柔和编程"是铁律。 永远避免刀具直接扎入实体材料,永远用圆弧或斜线切入工件。
采用"赛车线"或摆线铣策略。 保持刀具与工件的接触弧长恒定,切屑厚度恒定,载荷平稳是杜绝崩刃的动态基础。

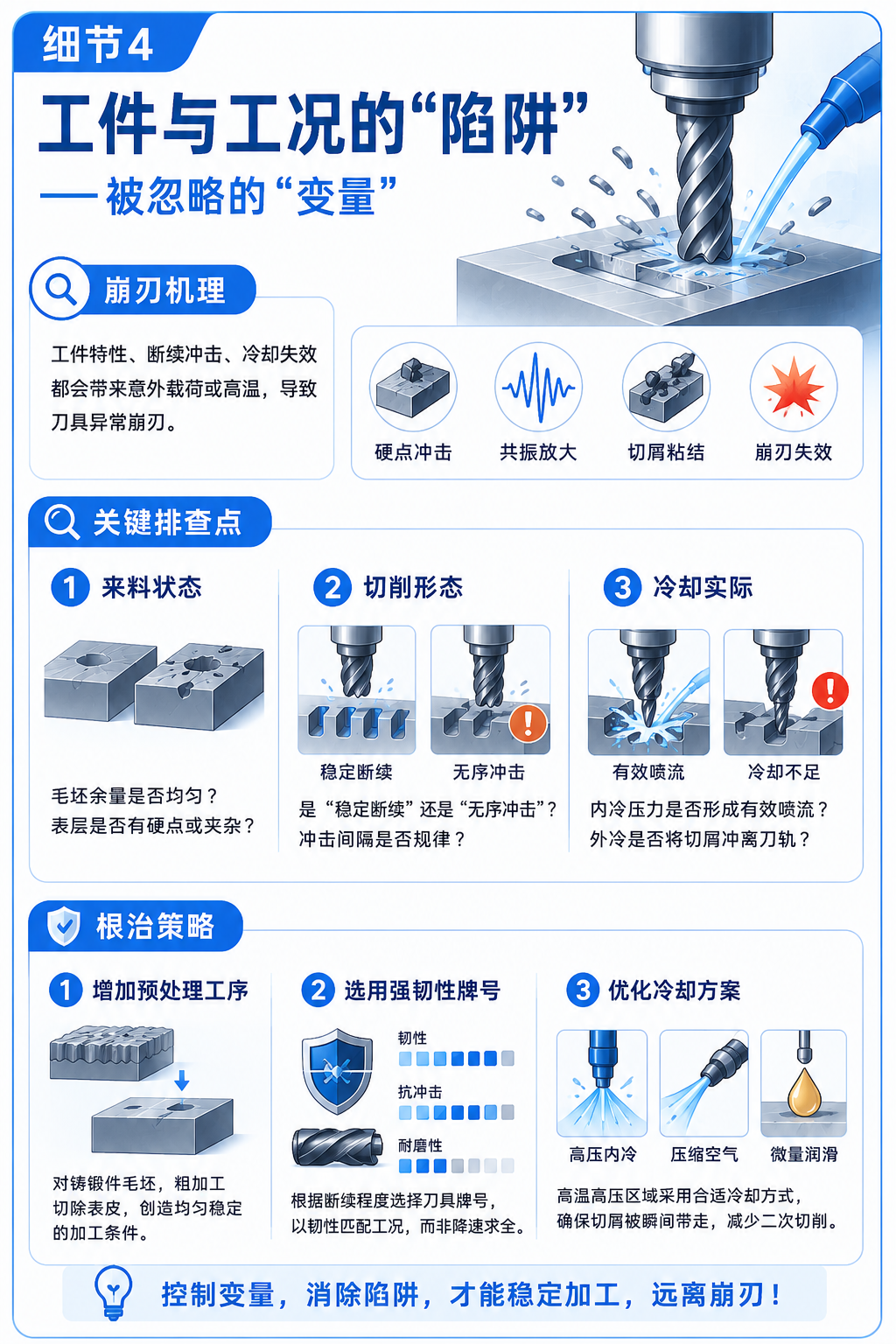
四、工件与工况的"陷阱"——被忽略的"变量"
崩刃机理
刀片是在既定程序下运行,但工件的特性会打破一切设定。铸件表层的高硬度氧化皮、焊缝的不规则硬化区、锻件的残留黑皮,都是硬质合金的天然克星。 它们会使刀具在通过时承受意外的硬点冲击。断续切削的冲击频率若与系统某阶固有频率耦合,会造成共振放大效应。而冷却液若无法穿透高压高温区,切屑会粘结在刃口,被带入下一轮切削,导致刀刃崩碎。
关键排查点
来料状态:毛坯余量是否均匀?表层是否存在随机硬点或铸造夹杂?
切削形态:是"稳定断续"还是"无序冲击"?冲击间隔是否规律?
冷却实际:内冷的压力是否在切削区形成有效喷流?外冷是否将切屑彻底冲离刀轨,杜绝二次切削?
根治策略
增加预处理工序。 对铸锻件毛坯,安排一道粗加工切除表皮,为精加工创造均匀稳定的条件。
根据断续程度,选用强韧性牌号。 这是刀具选型的基本匹配逻辑,而非出现崩刃后降速求全。
审核冷却方案。 对于高温高压的切削区,必要时切换到高压内冷、压缩空气或微量润滑,确保切屑被瞬间带走。
崩刃很少由单一因素引起,复杂案例往往是长悬伸 + 激进参数 + 直角切入 + 毛坯硬皮四者共同作用的结果。因此,治理崩刃需要系统性思维。
防崩刃预检单:
1. 建立标准化排查流程:每次崩刃,按装夹、参数、路径、工件的顺序逐一审查,形成书面记录。
2. 投资于稳定性:最优的降本策略是购买稳定性(精密刀柄、计划性机床保养),而非追求最低价的消耗品。
3. 拥抱数据协作:将异常工况的参数、现象、失效形态数据化,与刀具工程师共享。一次根因分析的价值,胜过一百次盲目的试错。