
16
2026.6
作者
17
阅读量
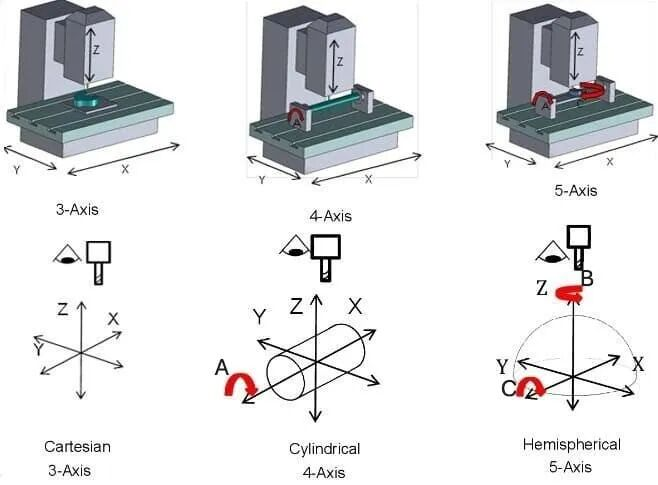
一、轴数背后的运动逻辑
CNC机床的"轴"不只是数字游戏。三个线性轴——X(左右)、Y(前后)、Z(上下)——构成了所有加工的基础坐标系。在此基础上,A轴绕X旋转、B轴绕Y旋转、C轴绕Z旋转,这三个旋转轴决定了刀具能以什么姿态接触工件。

仅拥有XYZ三轴的机床,通常用于单个平面上的简单零件加工。加入第四个轴(A轴)后,工件可以旋转,实现多面加工。五轴机床则同时包含B轴或C轴,允许刀具在旋转的同时进行线性移动,从而以更少的装夹次数加工复杂曲面。
二、3+2轴加工的运作机制
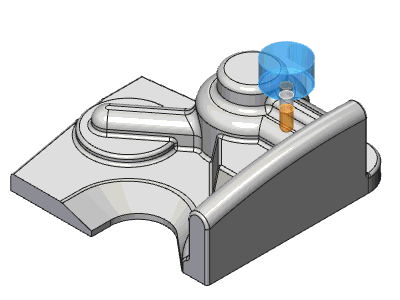
3+2轴加工在业内常被称为"定位式五轴加工"。它的核心特征在于:两个旋转轴(通常是A轴和B轴)并不在切削过程中持续运转,而是将工件定位并锁定在特定角度后,再由XYZ三轴执行常规铣削。

实际加工时,工件先固定在倾斜旋转耳轴或旋转工作台上。旋转轴通过液压夹具或伺服电机锁定在设定角度——常见的如30度、45度或90度。随后主轴将刀具垂直于待加工表面定位,使用更小、更短的刀具进行切削,从而减小振动和挠曲。
切削过程中角度方向保持不变。当需要加工另一侧面时,旋转轴会在工序之间重新定位工件。这种分度切削机制使得一次装夹即可加工深腔、底切等复杂特征,避免了手动重新装夹带来的误差累积。
三、为什么3+2有时更实用
在工厂现场,3+2轴加工的优势主要体现在四个方面:
刀具可达性更好。 两个旋转轴将刀具定位到特定角度后,可以使用更短、更坚固的刀具加工陡峭壁面和深腔。刀具悬伸更短意味着挠度更小,复杂几何形状的尺寸精度因此更可控。
成本门槛更低。 与全5轴联动相比,3+2加工的编程复杂度明显降低,设备初始投入也更小。同时,由于切削条件更稳定,刀具磨损和材料浪费通常也更少。
精度和表面质量。 刀具固定在最佳位置后,切削过程中的颤动和振动显著减少。这在航空结构件和医疗植入物等对公差要求极高的场景中尤为重要。
效率来自少装夹。 3+2加工可以在不重新定位工件的情况下加工多个表面。装夹次数的减少直接转化为加工周期的缩短,也降低了因重复定位带来的误差风险。
四、应用场景对照
汽车行业是3+2加工的典型用户。阀体、变速箱壳体和发动机部件这类零件,形状复杂但多数特征可以通过分度加工完成。减少装夹次数的同时保持较高生产效率,对批量生产模式很有吸引力。

医疗行业对精度的要求更为苛刻。膝关节和髋关节置换物等植入物,需要极高的尺寸精度和表面光洁度以满足生物相容性标准。3+2加工的定位稳定性在这种场景下是一种可靠的选择。

航空航天领域的结构件、涡轮叶片和发动机部件,常涉及倒角、复合角和陡壁。3+2加工能够较好地处理这类特征,同时提供满足空气动力学和安全标准的表面质量与公差控制。
模具制造则是另一个重要领域。深腔和复杂型腔的加工中,小型刀具可以降低变形风险,提高模具的可靠性和精度。轮胎模具、注塑模具的型腔加工都是3+2加工的传统强项。
五、全5轴联动的边界在哪里
全5轴联动加工与3+2的根本区别在于运动方式。全5轴加工中,所有五个轴在切削过程中持续联动,刀具可以沿着复杂曲面进行连续轨迹控制。这种能力在加工整体叶轮、螺旋桨、复杂自由曲面时几乎不可替代。
但全5轴的代价也很明显:设备投资更高,需要具备专业知识和高级编程技能的操作员,CAM软件的复杂度也显著上升。对于零件复杂度不高、预算有限或交货周期紧张的项目,全5轴可能是一种过度配置。
决策时需要综合考量三个因素:零件的几何复杂度、可用预算、以及生产批量和周期要求。航空发动机和医疗植入物这类对精度有极致要求的领域,全5轴的价值更容易体现。而对于大多数结构件和壳体类零件,3+2轴加工往往已经足够。
六、局限性与现实考量
3+2轴加工并非没有短板。旋转轴不连续运动的特性,决定了它在复杂曲面加工中的灵活性不如全5轴。如果零件具有连续倾斜特征或深腔,需要多次重新定位工件,设置时间会增加,从而影响整体效率。
编程方面,虽然3+2比全5轴简单,但仍需要CAM软件支持多倾斜工作平面的处理。如果规划不当,刀具路径可能出现重叠,导致表面质量下降和加工时间延长。
设备维护也是容易被忽视的环节。额外的旋转轴需要精确校准和定期维护,以避免刀具或工件定位错位。校准偏差会直接转化为尺寸不准确,最终影响成品质量。
|
对比维度 |
3轴加工 |
3+2轴加工 |
全5轴联动加工 |
|
运动方式 |
XYZ三轴联动 |
旋转轴定位后XYZ切削 |
五轴持续联动 |
|
编程难度 |
低 |
中等 |
高 |
|
设备投资 |
低 |
中等 |
高 |
|
复杂曲面能力 |
有限 |
中等 |
强 |
|
装夹次数 |
多 |
少 |
极少 |
|
典型应用 |
简单平面零件 |
多面体、深腔零件 |
叶轮、整体结构件 |