
15
2026.6
作者
5
阅读量
一、排屑槽的基本作用
槽是铣刀切削刃上的螺旋凹槽。在切削过程中,槽承担两个核心职能:排屑和容屑。切屑能不能顺畅地从切削区排出,决定了你是连续加工还是频繁停机清屑;槽的容积够不够,决定了你能走多大的进给。
槽的几何参数——螺旋角、槽深、槽宽、芯径——每一项都同时影响排屑能力和刀具刚性。增加槽深改善排屑,但芯径变细、刚性下降。这是一个典型的"跷跷板"问题。
二、按槽数分类:从单刃到六刃
单刃铣刀
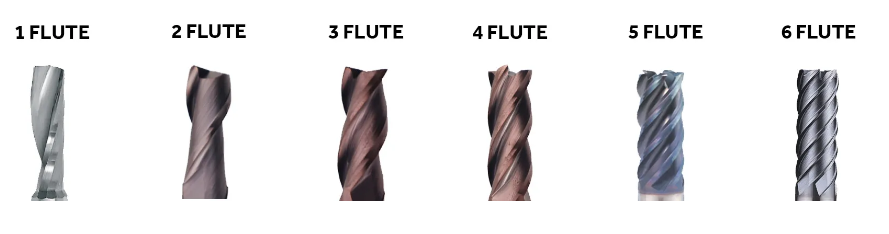
只有一个槽,意味着最大的容屑空间。专门针对长屑材料设计——铝是典型场景。软材料切屑又长又黏,多刃铣刀的槽会很快被堵死。单刃的大槽可以连续带走长屑,不让它在切削区堆积。
适用面:铝的粗加工、开槽、精加工。不适合钢和硬材料,因为单刃支撑面太小,切削力会让刀具偏摆。
双刃铣刀
两个槽是通用性最强的选择。排屑够用,刚性也在线。钢、不锈钢、铝、塑料都能对付。双刃铣刀通常是车间里的"基准款"——不确定用什么的时候,先拿双刃试试。
开槽和插铣是双刃的经典应用。端齿过中心的可以直接下刀,不过中心的需要先预钻孔。
三刃铣刀
三个槽在排屑和刚性之间取得了一个很舒服的平衡。跟双刃比,切削过程更平稳,表面光洁度上一个台阶。铝、黄铜、复合材料的开口袋槽和粗加工,三刃表现很稳。
需要注意的是:三刃的容屑空间比双刃小,走大切深时要注意排屑是否跟得上。
四刃铣刀
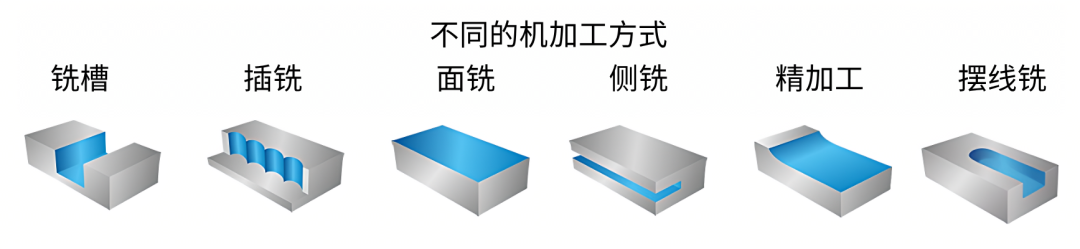
四刃的设计方向是刚性和进给速度。四个槽分担切削力,每齿负载降低,可以推更高的工作台进给。侧铣、面铣和精加工是四刃的主力场景。材料覆盖钢、不锈钢、铸铁和有色金属。
芯径比三刃更大、刚性更强。代价很直接:容屑槽更小。在长屑材料上走大进给要谨慎。
五刃铣刀
五个槽能有效抑制振动。多刃同时接触工件,切削力分布更均匀,不容易激起颤振。在加工钢、不锈钢和高温合金这些容易振的材料时,五刃带来的稳定性是肉眼可见的。
精加工、外轮廓、摆线铣和高速加工是五刃的甜区。不是所有场景都需要五刃,但当你发现四刃开始振、六刃排屑跟不上时,五刃经常是那个"对的选择"。
六刃铣刀

六个槽追求的是极限进给速度和表面光洁度。在合适的材料上——钢、不锈钢——六刃刀能跑出最快的金属去除率。深槽加工和高度达两倍径的仿形铣也能扛住。
但要明白一个前提:六刃的容屑槽是最小的。在产生长卷屑的材料上,多刃的排屑优势可能变成劣势——槽堵了,冷却液进不去,刀具几分钟就烧掉。选六刃之前先确认:你的切屑形态是C形屑还是长卷屑。
三、槽型不止一种:四种特殊设计
可变螺旋角
普通铣刀所有刃的螺旋角是相同的。可变螺旋角设计让每一条刃的螺旋角都不同。这样做的目的是打乱切削力的周期性——当每条刃的切入角度都不同时,共振就不容易建立起来。
效果:显著降低振动和噪音,改善表面光洁度,刀具寿命也长。在高速加工和易振材料上优势明显。附加成本:磨削复杂,价格比标准螺旋角高。
粗加工铣刀
专为快速去除材料设计,分粗齿和细齿两种。粗齿适合大余量粗加工,齿数少、容屑大;细齿在保持切削效率的同时改善表面质量。
这类刀具的特征是切削刃上的断屑槽或波浪刃——把连续切屑打碎成小段,防止长屑缠绕。面对难加工材料和苛刻切削条件时显出价值。
直槽设计
槽平行于切削刃,不螺旋。这是结构最简单的铣刀,成本低,但排屑能力也最弱——没有螺旋升角把切屑"推"出去,完全靠槽的容积被动容屑。
铝和塑料这类软材料用直槽刀没问题,切屑比较容易被后续刃扫出去。但加工钢时直槽容易堵,因为钢屑不像铝屑那样脆、容易断裂。
|
刃数 |
容屑空间 |
刀具刚性 |
推荐材料 |
典型应用 |
|
1刃 |
最大 |
最弱 |
铝 |
粗加工、开槽 |
|
2刃 |
大 |
一般 |
钢、不锈钢、铝、塑料 |
通用铣削、插铣 |
|
3刃 |
中等 |
较好 |
铝、黄铜、复合材料 |
开口袋槽、粗加工 |
|
4刃 |
较小 |
好 |
钢、不锈钢、铸铁 |
侧铣、面铣、精加工 |
|
5刃 |
小 |
很好 |
钢、不锈钢、高温合金 |
精加工、高速加工 |
|
6刃 |
最小 |
最好 |
钢、不锈钢 |
高进给精加工 |
排屑槽的选择不是一个"参数查找"问题。你得同时判断三件事:材料会产生什么形态的切屑,你要求的加工效率有多高,机床的刚性撑不撑得住。把这三个变量对齐了,槽型的答案自然就出来了。