
15
2026.6
作者
5
阅读量
一、粉末冶金的底层逻辑
把粉末状金属或合金在极端压力下压入刚性模具,烧结成精密零件——这是粉末冶金的基本定义。它不同于铸造和锻造:材料不经过熔融-凝固的相变路径,而是靠颗粒间的扩散结合形成强度。
这种工艺的优势在于材料利用率。传统机加工从棒料开始,可能要切掉60%以上的材料;粉末冶金的目标是让零件"接近最终形状",后续加工量降到最低。衬套、轴承、齿轮、结构件——这些都是粉末冶金的传统优势领域。
粉末冶金的历史其实比大多数人想的久远。古埃及人就用类似方法制造铁器,工业革命早期它首次用于大规模生产。但真正让它成为"实用生产技术"的,是20世纪电力的普及和自动压机的发展。到今天,粉末冶金的精度和效率已远超早期的锤击压实法。

二、四道工序,环环相扣
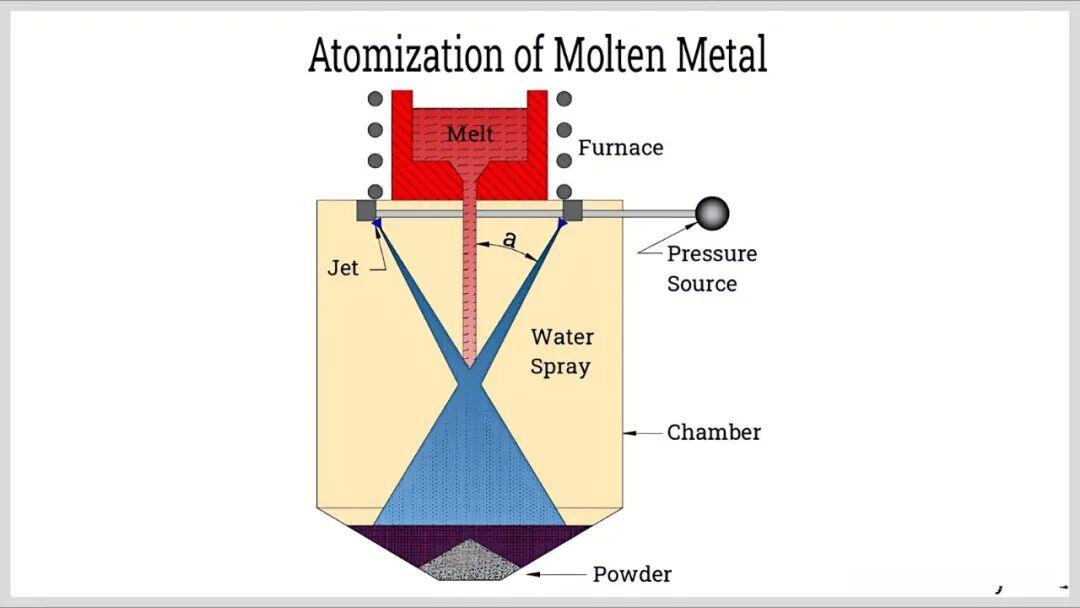
粉末制备
成品的性能,在粉末阶段就已经被决定了七成。粉末的粒径分布、形貌、流动性和压缩性,每一项都会在后续工序中被放大。
熔融雾化是目前工业上最主流的方法:让熔融金属通过喷嘴分散成细小液滴,快速冷却凝固成颗粒。替代方案包括化学还原、电解沉积、研磨和热分解。不同材料和不同应用场景选不同的制备路线——这不是"哪种更好"的问题,是"哪种更合适"。
制备完成后进入混合阶段前,粉末要过一道评估关:流动速率决定能不能均匀填充模具,密度影响压制后的致密度,压缩性判断需要多大的压制力。
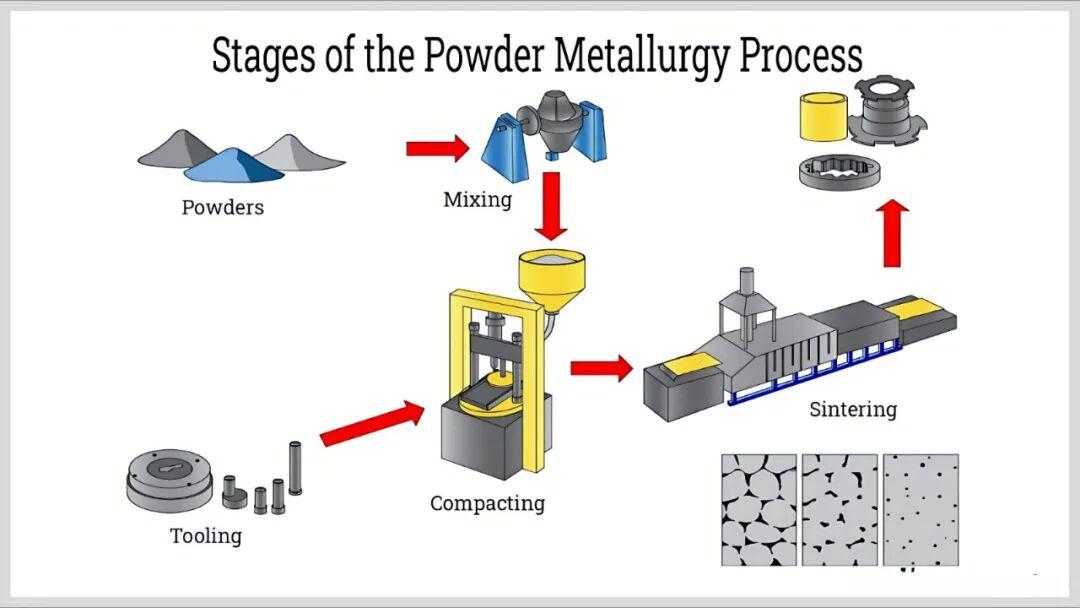
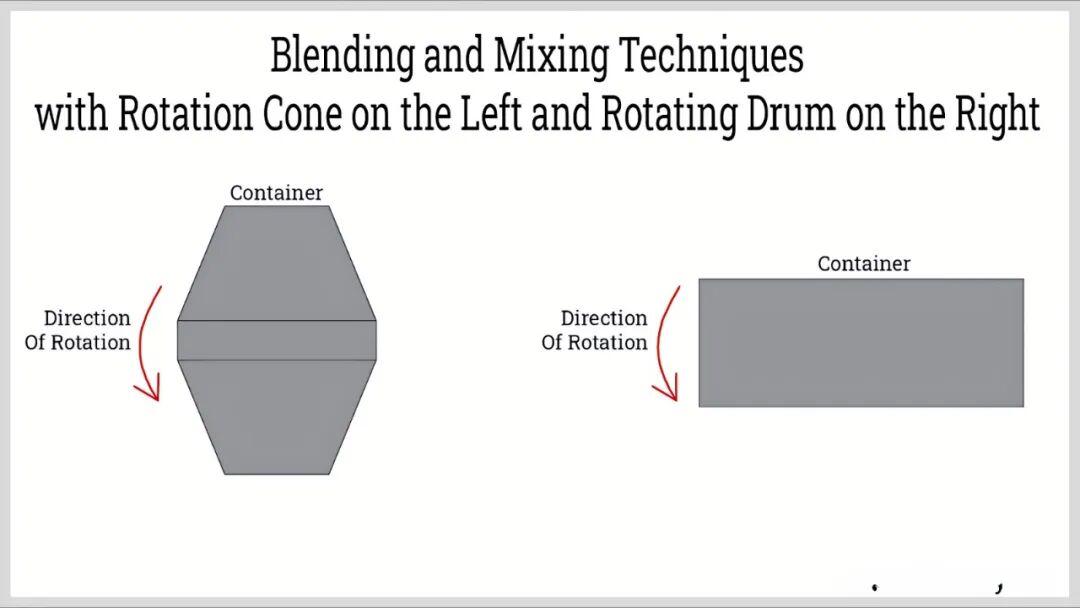
混合与调配
混合不是把粉末倒一起搅拌就完事。要加入粘合剂和润滑剂——粘合剂保证生坯有足够的搬运强度,润滑剂降低模具壁摩擦、减少脱模力。
四种主流混合设备的选型逻辑:旋转圆筒适合流动性好的粉末,旋转双锥适合需要翻动混合的批次,螺旋混合器适合有粘结倾向的配方,叶片混合器适合精细调配。湿混还是干混,取决于粉末的氧化敏感性和后续工艺路线。
压制
混合好的粉末被填入模具,在80MPa到1600MPa的压力下压实。这个范围跨度很大,因为每种金属粉末的屈服特性不同——软质粉末100-350MPa就够了,钢和铁需要400-700MPa。
压出来的东西叫"生坯"。听着不太结实?确实如此。生坯的强度只够从模具里取出来搬到烧结炉,要是在这一步就摔了,前面全部白干。所以压制不只看密度,还要看生坯强度这个指标。
烧结
烧结是整个工艺链中最关键的热处理环节。生坯被加热到略低于金属熔点的温度——对铁基材料通常在1120-1150°C——颗粒之间开始扩散结合,孔隙闭合,形成一个连续的固相结构。
气氛控制是烧结段的技术核心。根据目标材料的碳含量需求,可以选择中性气氛或渗碳气氛。气氛不对,表面氧化或脱碳就会发生,力学性能直接打折扣。

烧结后零件会收缩,这个收缩量需要在模具设计阶段就预留出来。不同类型的粉末、不同的压制密度,收缩率都不同——通常在0.5%到2.5%之间。如果模具没算这个账,出来的尺寸就是废的。
三、两种进阶工艺
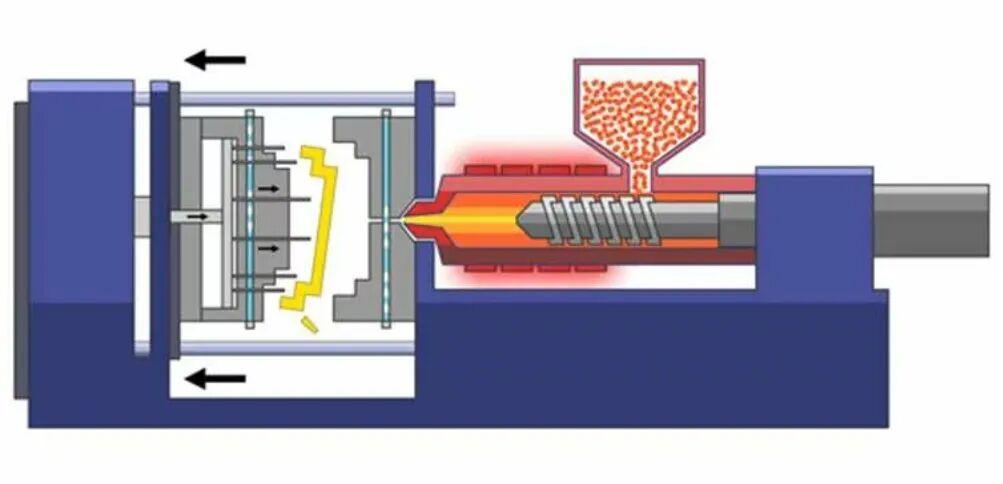
注射成型
粉末注塑成型解决的痛点是:传统压制只能做出简单几何形状,复杂的得靠机加工后续做。注射成型直接把粉末和粘合剂(蜡或热塑性塑料)混合成"原料",像塑料注塑一样射入模腔。
做出来的生坯需要脱脂——通过加热或溶剂萃取去掉粘合剂。脱脂不干净,残余碳会在烧结时影响材料成分。这种工艺适合大批量复杂形状,尺寸精度高,但脱脂和烧结两道后处理拉长了整体周期。
它和塑料注塑、高压压铸在成型原理上类似,但在材料体系和后处理上有本质区别。选它之前要想清楚:批量够不够大,来摊薄模具和脱脂的成本。
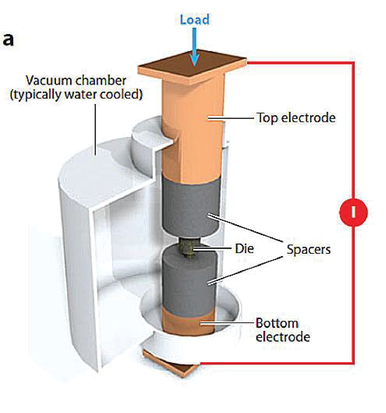
等静压
常规压制是单向的——压力从上方施加,粉末在模具里的密度分布是不均匀的。等静压解决的就是这个问题:通过液体或气体从所有方向施加均等压力,每个角度的密度和微观结构趋于一致。
冷等静压用柔性橡胶模具在常温下操作,压力从不到5000psi起,最高到100000psi。它适合大型件、复杂形状,或者那些用刚性模具根本没法均匀压实的零件。
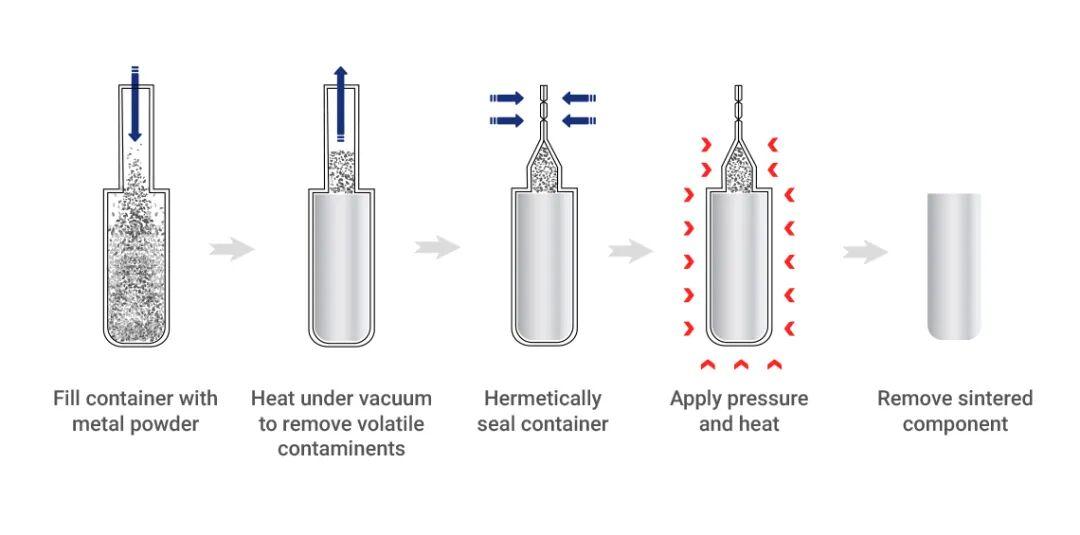
热等静压更进一步——把压实和烧结合并成一道工序,在高温高压下同时消除孔隙、提高密度。它不只是"生产零件"的手段,也常用于铸件和3D打印件的后处理,消除内部缺陷。代价是设备成本高、单件周期长。
|
工艺类型 |
控制对象 |
失控后果 |
验收关注点 |
|
粉末制备 |
粒径分布、形貌 |
流动性差→模具填充不均 |
筛分曲线、松装密度 |
|
混合 |
粘合剂/润滑剂比例 |
脱模开裂、生坯强度不足 |
混合均匀度、挥发物含量 |
|
压制 |
压力、保压时间 |
密度不均→烧结变形 |
生坯密度、生坯强度 |
|
烧结 |
温度曲线、气氛 |
过烧/欠烧→性能不达标 |
硬度、密度、显微组织 |
粉末冶金的门槛不在"能不能做"——四道工序逻辑清晰,设备市面上都有。真正的门槛在"能不能做对":粉末选对了吗?压制密度均匀吗?烧结收缩预留了吗?这三个问题,比设备贵不贵重要得多。