
17
2026.6
作者
2
阅读量
一、复合材料是什么,难在哪
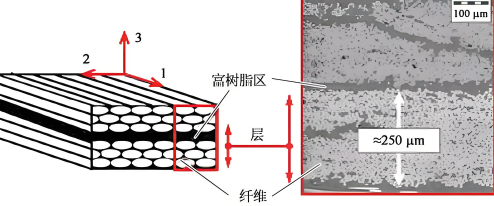
复合材料——由至少两种基材复合而成的材料——同时继承两种原材料的特性。纤维或颗粒嵌入基体(通常是树脂或金属),最终产物的硬度、强度、导热性都可以在一定范围内调控。
这种事前的可设计性也是加工的噩梦来源。同一块复合材料内部,纤维方向不同、基体密度不均、层间结合力有差异——刀具走过去,遇到的不是一块均匀的"铁板",而是不同区域在连续切换不同属性。
常见的复合材料类型
碳纤维增强聚合物(CFRP)是用得最广的一类。其他还包括玻璃纤维、金属基复合材料(铝基、铜基、钢基)、蜂窝夹层结构等。蜂窝材料在航空航天中尤为常见——高刚度、低重量,代价是加工时稍有不慎就塌陷。
二、分层:复合材料加工的头号问题
分层是指复合材料中基体与增强纤维之间的结合面断裂。一旦分层发生,整块材料的力学属性已经改变——强度下降、局部脆化,复合材料引以为傲的性能优势在这一刻不复存在。
分层的三个最常见触发原因:
- 进给速度过高,钻孔时推力把层间结合撕开
- 刀具已磨损,钝刃挤压而非切削,推拉力失衡
- 切削热量堆积导致树脂基体软化,结合力降低后再受机械力作用
三、铣削刀具:没有金刚石涂层不要谈加工
普通高速钢或标准硬质合金铣刀在复合材料面前基本无效——不是切不动,而是切不好。复合材料需要的刀具是"又硬又锋利又不会撕纤维"的组合。
金刚石涂层是目前最务实的选择,它提供了加工复合材料的终极硬度和足够的耐磨性——在成本上比整体PCD刀具友好得多。
专用铣刀的几个特征
压缩型几何设计。上下刃的螺旋方向相反,切削力把材料向中间压,防止纤维增强塑料在上下边缘处分层外翻。
多达8个出屑槽。多刃设计提高了每圈的切削点数,表面质量随之改善,纤维损伤概率降低。
超锋利刃口。激光切割出的刃口边缘线比传统磨削更整齐,切纤维更利落,不会把纤维从基体中"拔"出来。
内冷设计。复合材料产热快,热量若不及时导出,树脂基体软化是第一层问题,分层是第二层。
车削刀具:PCD是首选
车削复合材料的逻辑和铣削一样——不能指望标准刀具。镗杆也好、车刀柄也好,杆身刚性必须够,否则刀片的优势发挥不出来。
刀片方面,PCD聚晶金刚石走在前列。金刚石颗粒在高压高温下烧结成片,硬度和耐磨性不是硬质合金刀片能比的。切削碳纤维、玻璃纤维和磨料塑料这类复合材料时,PCD在切削速度、刀具寿命和表面光洁度上全面胜出。
如果预算实在受限,带DLC类金刚石涂层的硬质合金刀片是一个退而求其次的方案——在铜合金和磨料塑料上有一定表现,但不能完全替代PCD。
四、钻孔:分层是中空的代价
钻复合材料最让人紧张的不是钻孔本身的速度,而是通孔出口处那一瞬间——钻尖穿透底面时,如果推力没控制好,最后几层纤维会被整个顶出去撕裂,出口端分层是所有操作者都怕看到的。

解决方案的组合:金刚石涂层钻头加专用几何形状。几何形状方面,为多向碳纤维或单向碳纤维设计的不同槽型,对降低分层概率有量化的效果。内冷设计则同时解决排屑和散热两个问题。
五、螺纹加工:能铣不攻
对碳纤维这类复合材料而言,丝锥不是首选——螺纹铣削是更安全的选择。

原因来自几个技术事实。螺纹铣削的切削力比攻丝低一个量级,产生的切屑更短。丝锥在孔中卡住或断裂的风险在复合材料上被放大——断掉的丝锥取出来比切一块新材料还贵。螺纹铣刀的直径小于螺纹底径,不存在"卡在孔里"的问题。
此外,硬质合金制的螺纹铣刀在寿命和耐磨性上远优于高速钢丝锥,面对玻璃纤维这类高硬度复合材料时更有底气。如果因为装夹限制必须攻丝,应选用带断续设计和深容屑槽的特殊丝锥,并且先跟刀具工程师确认可行性。
六、夹持:跳动的代价在复合材料上被放大
复合材料是磨蚀性极强的材料。如果刀柄跳动大,刀具和工件之间的抖动叠加上材料的磨蚀特性,刀尖的实际轨迹是一条不断偏离理论的曲线。
3微米跳动的液压刀柄是理想解。液压介质本身有减振作用,对颤振的抑制效果在复合材料加工中体现得格外明显。如果预算有限,至少使用跳动0.005mm以内的精密ER夹头。
七、工艺管理的几个提示
刀具磨损是渐进式的。加工复合材料时应定期检查切削刃的状态——如果发现孔口或边缘的分层开始增多,往往不是参数的问题,是刀刃已经钝了。
进给速度过快导致的推力过大,是分层最常见的工艺原因。参考刀具厂给出的切削数据,不要凭经验"觉得差不多就行"。
复合材料加工中的冷却液不是默认配置——有些复合材料不推荐用冷却液。散热更依赖刀具的内冷和刀柄的稳定性,而不是往加工区灌冷却液。