
17
2026.6
作者
4
阅读量
一、跳动是什么,为什么难发现
跳动在机械加工中的定义很直接:切削刀具旋转时,刀尖轨迹相对于理想中心线的径向偏移量。这个偏移量通常很小——以千分之一英寸或微米计——但在高速旋转下会被显著放大。

跳动的麻烦之处在于它的隐蔽性。加工过程中,操作者很难通过观察或听声直接判断跳动是否超标。等到零件完工、测量结果出现异常时,问题早已发生。此时追溯原因,往往需要在刀具、刀柄、主轴和工艺参数之间逐一排查,时间成本很高。
机床主轴测量工具可以检测跳动,但测量本身只能发现问题,不能阻止问题发生。真正有效的做法是从装刀环节就开始控制跳动的来源。
二、不均匀切削的连锁反应
跳动对加工的影响不是线性的。当钻头或铣刀不沿其中心线运转时,最大外径处会产生更大的切削力,刀具的一侧承担了不成比例的工作量。

理想状态下,多刃刀具的每个刀齿应该在工件的同一位置均匀切削。但跳动存在时,部分刀刃会比其他刀刃更频繁地接触工件。一个具体的例子是:六刃刀具如果跳动超过约0.025毫米(千分之一英寸),实际有效工作的可能只有三个刀刃。另外三个刀刃要么接触不充分,要么完全空转。
这种工作分配的不均匀会直接缩短刀具寿命。更严重的是,即使零件尺寸最终符合规格,跳动引起的振动和偏载也会加速机床主轴轴承的磨损,长期运行下去可能导致主轴精度衰退甚至损坏。
三、刀柄质量的四个关键点
刀柄是控制跳动的第一道关口。刀具夹持得越牢固、越精确,跳动就越小。评估刀柄时需要关注四个核心因素:夹紧力、同心度、刚性,以及高转速下的动平衡性能。
一个实用的评估思路是检查"金属与金属的接触点"。这包括刀柄锥面与主轴锥孔的接触、螺母与筒夹端面的接触、夹头的锥角配合,以及拉钉的定位精度。这些接触面的任何微小瑕疵,都会在高速旋转下被放大为可测量的跳动。
锥面接触是首要检查项。锥面接触面积越大,刀具在主轴中的定心精度越高。接触不良会导致刀柄在离心力作用下发生微量偏移,尤其是在高转速工况下。
刀具与刀柄的接触同样关键。刀柄内孔与刀具柄部的配合间隙如果过大,夹紧后刀具的中心线就可能偏离刀柄的中心线。这种偏心即使只有几微米,传递到刀尖后也会被长径比放大。

夹紧螺母的选择也有讲究。传统螺母在锁紧时会对筒夹施加扭转力,可能轻微扭曲筒夹的同心度。升级为带滚珠轴承的夹头螺母,可以提供更均匀的夹紧力并降低扭转效应,装夹精度通常会有可感知的提升。
拉钉常被当作廉价易耗件,实际上它对跳动的影响不容忽视。如果拉钉的球头或锥面与拉紧系统的中心线不对齐,拉紧力会产生横向分量,把刀柄推离理想中心位置。高质量的拉钉应采用全硬化工具钢(如H13)制造,关键配合面经过精密磨削,以抵抗变形并确保重复定位精度。
四、装配尺寸与材料的影响
刀具装配的物理特性会放大或缩小跳动的实际影响。长径比和重量是其中最重要的两个参数。
较短的刀具装配对跳动的敏感度更低,因为同样的径向偏移在短悬伸下产生的力矩更小。当不得不使用长刀具或模块化长刀具时,更需要关注装夹的稳定性和刀柄刚性。
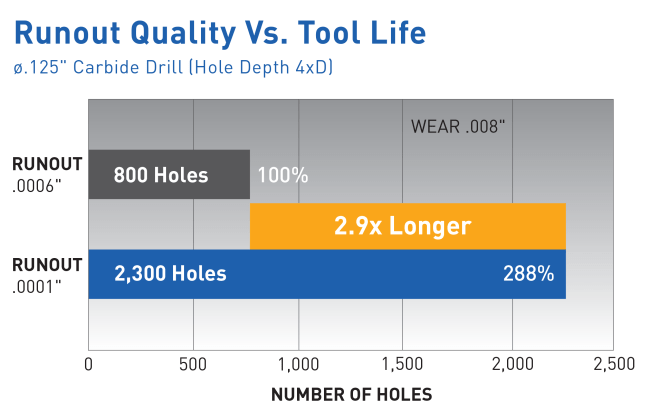
刀具直径也会影响跳动的相对严重性。直径19毫米(3/4英寸)或更大的刀具,0.013毫米(0.0005英寸)的跳动可能不会造成明显问题;但同样的跳动量放在直径6毫米的小刀具上,相对影响会大得多,刀具寿命的衰减也更显著。
此外,刀具材料对跳动的反应也不尽相同。硬质合金刀具虽然切削性能通常优于高速钢,但研究表明它对跳动更为敏感。硬质合金的脆性较高,在不均匀受力时更容易出现崩刃或微裂纹。这意味着使用硬质合金刀具时,对刀柄和装夹精度的要求应该更严格。
|
影响因素 |
控制建议 |
|
锥面接触 |
确保最大锥面接触面积,定期检查锥面磨损 |
|
刀柄内孔 |
控制刀具柄部与内孔的配合间隙 |
|
夹紧螺母 |
考虑使用滚珠轴承夹头螺母降低扭转 |
|
拉钉质量 |
选用精密磨削的全硬化工具钢拉钉 |
|
刀具长径比 |
尽量减小悬伸长度,必要时优化模块化装配 |
|
刀具直径 |
小直径刀具对跳动更敏感,需更严格控制 |
|
刀具材料 |
硬质合金比高速钢对跳动更敏感 |
五、如何控制和检测
控制跳动的第一步是在装刀后使用百分表或专用检具进行测量。测量位置应尽量靠近刀具切削刃,而不是仅在刀柄处测量——刀柄处的跳动和刀尖处的跳动可能差异显著,因为刀具本身可能存在弯曲或柄部与刃部的不同心。
日常维护中,刀柄锥面和主轴锥孔的清洁度很容易被忽略。微小的切屑或油污夹在锥面之间,就可能引入数微米的额外跳动。定期清洁和检查这些配合面,是维持低跳动水平的基础工作。
对于高精度加工,还可以考虑使用热缩刀柄或液压刀柄替代传统筒夹刀柄。这两类刀柄的夹紧同心度通常优于机械筒夹,虽然初始投资更高,但在精密模具和航空零件加工中,其带来的刀具寿命和表面质量提升往往能够覆盖额外成本。