
12
2026.6
作者
19
阅读量
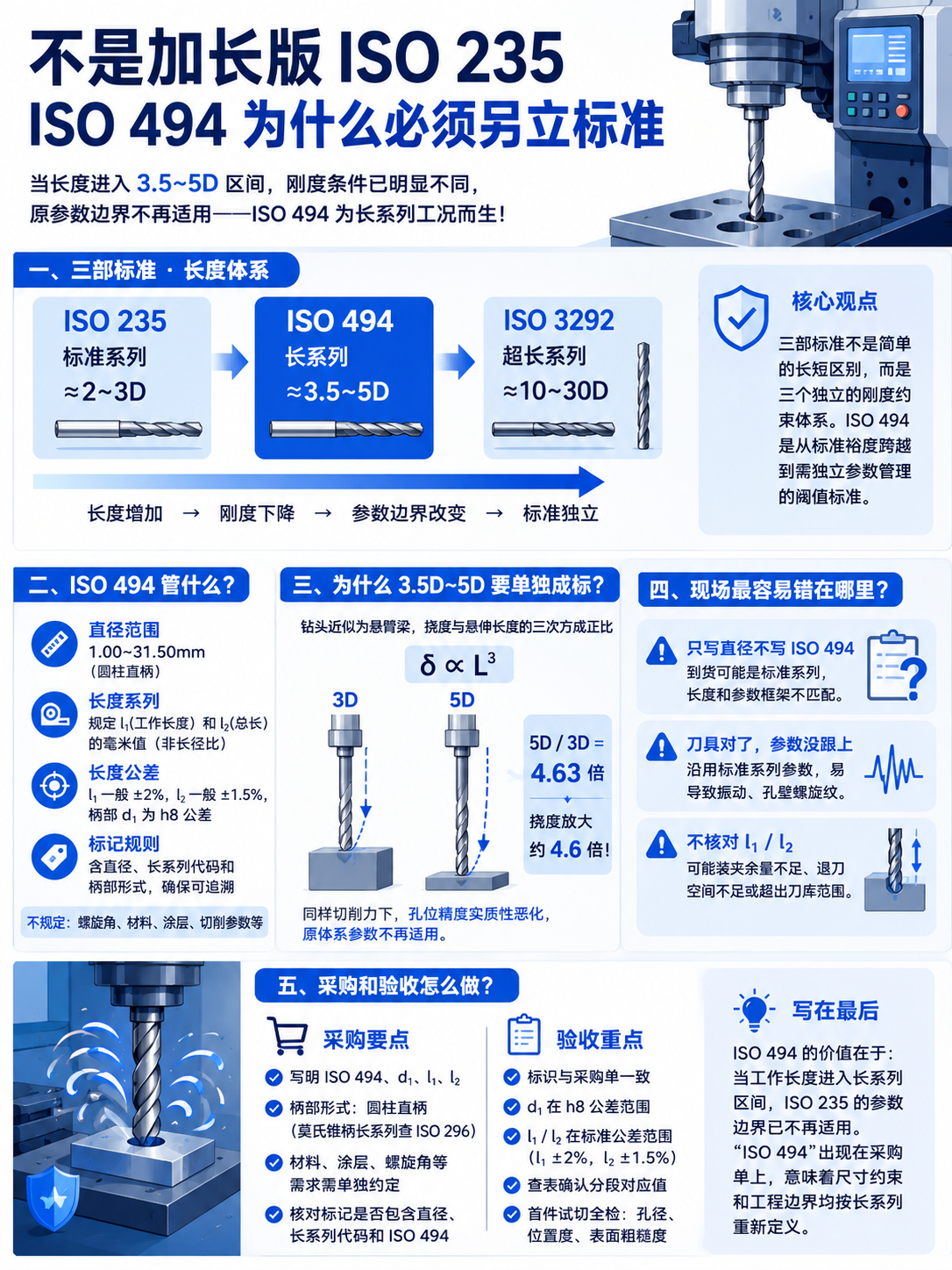
ISO 235管标准系列,ISO 3292管超长系列。介于两者之间——直径同为圆柱直柄但长度已达3.5~5倍直径、刚度条件已经质变的夹层区间——由ISO 494独立规定。
操作者若沿用标准系列的切削参数加工长系列工况,孔位精度风险在工程上是可预见的。
一、ISO 494的位置
ISO/TC 29 SC 2在圆柱柄麻花钻领域建立了三级长度体系:ISO 235管标准系列(约2~3倍直径),刚度裕度充足;ISO 3292管超长系列(10~30倍直径),挠度∝L³主导,参数体系需完全重构。
ISO 494管辖的是夹在中间的长系列,常用中大型直径范围,工作长度约为3.5~5倍直径。危险在于:悬伸刚度已实质性下降,但长度增量的视觉信号不足以触发操作者的参数调整。
操作者在没有标准信号提示的情况下,通常沿用标准系列参数,而此时悬伸刚度、排屑条件均已偏离原参数体系的适用范围。
三部标准是三个独立的刚度约束体系。ISO 494是刚度条件从"标准设计裕度可覆盖"跨越到"需独立参数管理"的阈值标准,跨过此阈值,切削参数不能再沿用基准参考系。
二、ISO 494管什么
ISO 494:2017——圆柱柄麻花钻·长系列,核心规定四项:
① 直径范围:1.00~31.50mm,仅圆柱直柄。
② 长度系列:各直径分段对应的l₁(工作长度)和l₂(总长)绝对值表,标准规定毫米值,非长径比。小直径段实际倍径远大于常用范围。
③ 长度公差:l₁一般±2%,l₂一般±1.5%(不同直径分段可能存在差异,以标准原文为准);柄部直径d₁采用h8级公差(ISO 286轴公差带)。
④ 标记规则:含直径、长系列代码和柄部形式,确保订单-标识-实物可追溯。
ISO 494主要规定尺寸系列和公差,不包含螺旋角、钻尖顶角、刀具材料或涂层规范。但对长系列而言排屑路径更长,螺旋角的选择将直接影响切屑排出效率,如有额外要求,采购时需单独约定。
2017版主要更新:直径分段优化调整;纳入了ISO 13399切削工具数据表达体系,为数字化刀具管理提供标准层面的接口。
三、为什么3.5D~5D要单独成标
钻头在工作时的力学模型近似为悬臂梁,刀具前端悬伸于工件外、后端被主轴夹持,切削力作用在钻尖上。悬臂梁挠度与悬伸长度的三次方成正比(δ∝L³)。
在标准系列最短与长系列最长的极限比较下,长度从3D到5D,挠度增大约4.6倍。这是钻尖偏摆放大了4.6倍,同样的切削力下孔位精度指标实质性恶化。
具体直径的实际挠度变化需查标准表确认。但方向性结论确定:进入长系列区间后,原体系的切削参数不再适用,长度变化触发了新的工程约束,参数边界必须独立定义。这就是ISO 494不能作为ISO 235"加长附注"的物理原因。
四、现场常见误区
误区一:采购只写直径不写ISO 494。
"ΦXXmm麻花钻"到货可能是ISO 235标准系列,长度虽然物理上可能够用,但参数框架是为2~3D工况校准的。加工进入3.5D以上区间后,刚度和排屑条件已超出其工程适用范围,孔位漂移和位置度超差风险显著增加。批次间采购如无标准约束,同一规格到货长度可能漂移。
误区二:刀具选对了,参数没跟上来。
刀具按ISO 494正确采购,但工艺卡沿用标准系列的切削参数。长系列刚度下降后,原进给量下的切削力已超出稳定切削窗口,可能导致自激振动和孔壁螺旋纹,长系列不宜直接套用标准系列参数。
误区三:不核对l₁/l₂。
l₁是刀具几何尺寸≠推荐钻孔深度,实际推荐钻深需根据材料和机床条件另行确定。不查标准表可能出现装夹余量不足(l₂偏短)或退刀空间不足(l₂偏长),甚至总长超出刀库允许范围。
五、采购和验收怎么做
采购单应写明ISO 494及d₁、l₁、l₂数值;柄部形式写"圆柱直柄"(如需莫氏锥柄长系列,查ISO 296);刀具材料、涂层和螺旋角需在订单中单独约定。到货时核对标记是否包含直径、长系列代码和ISO 494字样。
验收重点核对五项:标识与采购单一致,d₁在h8公差范围,l₁/l₂在标准公差范围(l₁一般±2%,l₂一般±1.5%),查表确认分段对应值,首件试切全检孔径、位置度和表面粗糙度,合格后再投入批量生产。
ISO 494的真正价值不是提供了一套"更长的尺寸"。它的核心意义在于以标准化的形式明确了:当工作长度进入长系列区间,ISO 235的参数边界已不再适用。
从ISO 235到ISO 494再到ISO 3292,三部标准覆盖了直柄麻花钻从常规到极限的全部长度工况,标准定义参数边界,参数边界划分工况等级。物理条件不同,必须用不同的参数边界去约束。
三部标准覆盖了直柄麻花钻从常规到极限的全部长度工况,标准定义参数边界,参数边界划分工况等级。物理条件不同,必须用不同的参数边界去约束。
下一篇ISO 296,莫氏锥柄麻花钻,敬请期待。