
13
2026.6
作者
8
阅读量
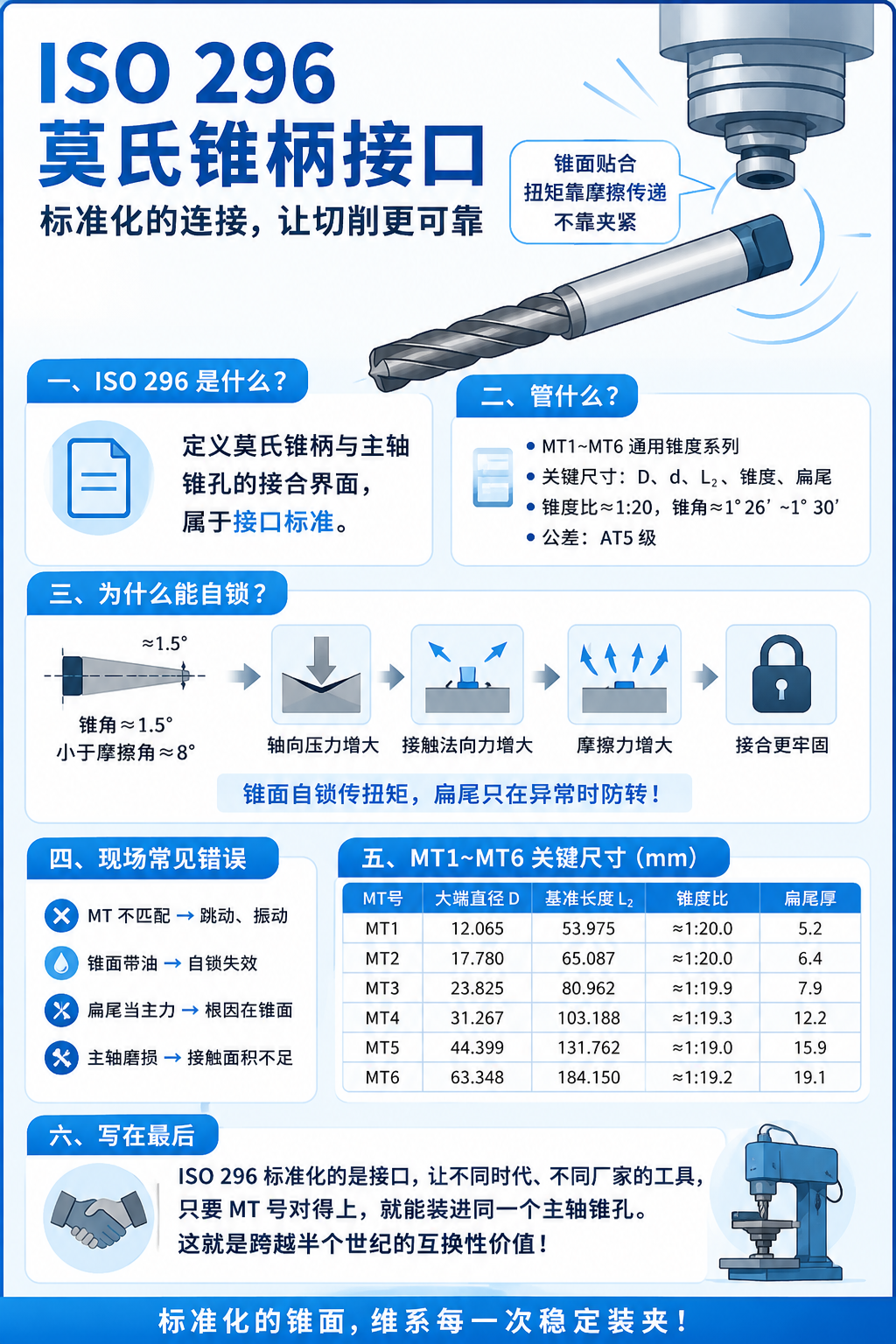
一把莫氏锥柄钻头装入主轴后,锥面贴合,无需螺栓或额外夹紧机构,切削扭矩便能够稳定传递。支撑这种自持能力的标准化形式,正是ISO 296。
ISO/TC 29制定的孔加工标准中,绝大多数规范的是刀具本身的几何与性能。ISO 296是一份接口标准,定义的是莫氏锥柄与主轴锥孔之间的接合界面。
一、ISO 296是什么
ISO 296归口SC 9——工具夹持与接口,不在SC 2(钻头、铰刀、丝锥)。它不规定钻头怎么切,规定的是锥柄怎么接。
规范对象:刀具尾端锥面的大端直径D、小端直径d、基准长度L₂、锥度比,以及扁尾配合尺寸。D决定径向定位基准,d和L₂共同确定锥面配合的轴向范围,锥度比决定接触压力沿轴向的分布形态。扁尾在末端提供一层防转冗余,所有参数指向一个目的:任意合规莫氏锥柄,装入任意合规主轴锥孔,结果一致。
二、ISO 296管什么
MT号体系:MT1~MT6为通用锥度系列,每号一套独立尺寸表。
标准同时覆盖了较小锥度和较大锥度,工业现场最常接触的是MT1~MT6。
关键尺寸:大端直径D、小端直径d、基准长度L₂直接给定标准毫米值,不以长径比折算。
锥度比:各号约1:20,直径每变化约1mm对应轴向约20mm。锥角约1°26'~1°30',尺寸严格按MT号分级,互不交叉。
公差:锥度统一AT5级。
标准锁定的始终是接口一致性。螺旋角、钻尖角、刀具材料,这些切削能力参数在各自产品标准中独立规定,ISO 296的边界到此为止。
三、为什么能自锁
莫氏锥柄与圆柱柄的根本差异不在尺寸,在它的工作方式:自锁接合。
自锁的前提:锥面接触角小于界面摩擦角。
莫氏锥度半锥角约1.5°(各MT号在1°26'~1°31'区间),钢-钢干接触摩擦角约8°,
锥角不到摩擦角五分之一,锁紧条件成立。
轴向压力增大→ 接触法向力增大 → 摩擦力增大 → 接合更加牢固
▲ 莫氏锥度自锁的力学传递路径
理解了这层关系,一个结论就顺理成章:莫氏锥柄的扭矩传递不依赖外部夹紧。切削中轴向负载自动转化为径向楔紧力,锥面摩擦力矩足以承接工作扭矩。扁尾在锥体末端提供最后一道保险——接触异常或瞬时过载时才介入,日常扭矩不走它这条路。
拿圆柱柄对比,两种传力路径的层级差异一目了然:
圆柱柄——夹持层传力。
夹头施压,摩擦力载扭矩,传递上限受夹紧机构负荷能力约束。
莫氏锥柄——接合层传力。
锥面自锁后扭矩走界面摩擦直达主轴,负载增大时自锁力同步增大,不需要外加夹紧系统。
接口形态不同,传力逻辑不同,适用工况自然不同。
四、现场常见误区
误区一:把不同MT规格互换。
MT3锥孔装MT2锥柄,孔径大柄径小,径向定位悬空,跳动和振动随之而来。MT2锥孔塞MT3锥柄,物理上装不进去。MT号不匹配,等于接口不存在。
误区二:锥面带油,自锁崩塌。
自锁靠的是钢-钢界面的摩擦系数。油膜把摩擦角从约8°拉低到远小于1.5°,自锁条件被破坏。安装前清洁锥面,这件事不存在商量余地。
误区三:扁尾当扭矩主通道。
正常工作摩擦力矩足够,不经过扁尾。扁尾变形或断裂,根子在锥面接触退了,摩擦力矩降了,扭矩被迫借道扁尾。排查方向应回到锥面配合状态。
误区四:接口问题定位在刀具端。
新机床进厂或更换主轴后,先核对主轴锥孔的MT号和锥度公差,再据此选配刀具锥柄。主轴磨损后锥度可能偏离AT5——MT号对上了,接触面积却掉到了设计值以下。病根在主轴,不在刀具。
五、参数对照表
上述问题往回追溯都绕不开同一件事:接口尺寸是否还在标准规定的范围之内。MT1~MT6通用锥度关键尺寸对照如下。
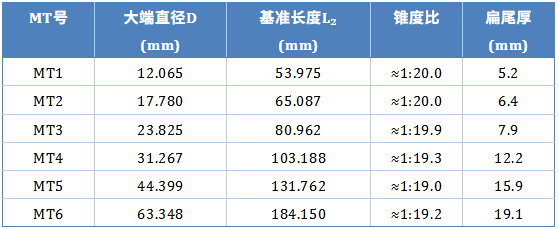
▲ MT1~MT6通用锥度,公差AT5。各号锥角约1°26'~1°31'。
尺寸对照是排查的起点,不是终点。ISO 296做的事情,远比这张参数表深远。
ISO 296负责的是刀具怎样稳妥地接到机床上。
MT号标准化之后,不同厂家、不同年代的锥柄工具只要MT号对得上,就能装进同一个主轴锥孔。一台七十年代的摇臂钻床,它的MT4锥孔至今仍能接纳今天生产的MT4锥柄——这种跨越半个世纪的互换性,是接口标准独有的工程遗产。
刀具有刀具的精度,主轴有主轴的工况,但决定两者能否稳定协作的,不是其中任何一方的单项指标。
在钻头和主轴之间,真正决定它们能否长期协作的,从来不是某一个零件,而是那一道被标准化了几十年的锥。
下一篇:ISO 4207,莫氏锥柄平底锪钻(可拆卸导柱),从接口标准自然延展到使用该接口的具体刀具。