
11
2026.6
作者
5
阅读量
一、孔已经钻好了——还能出什么问题?
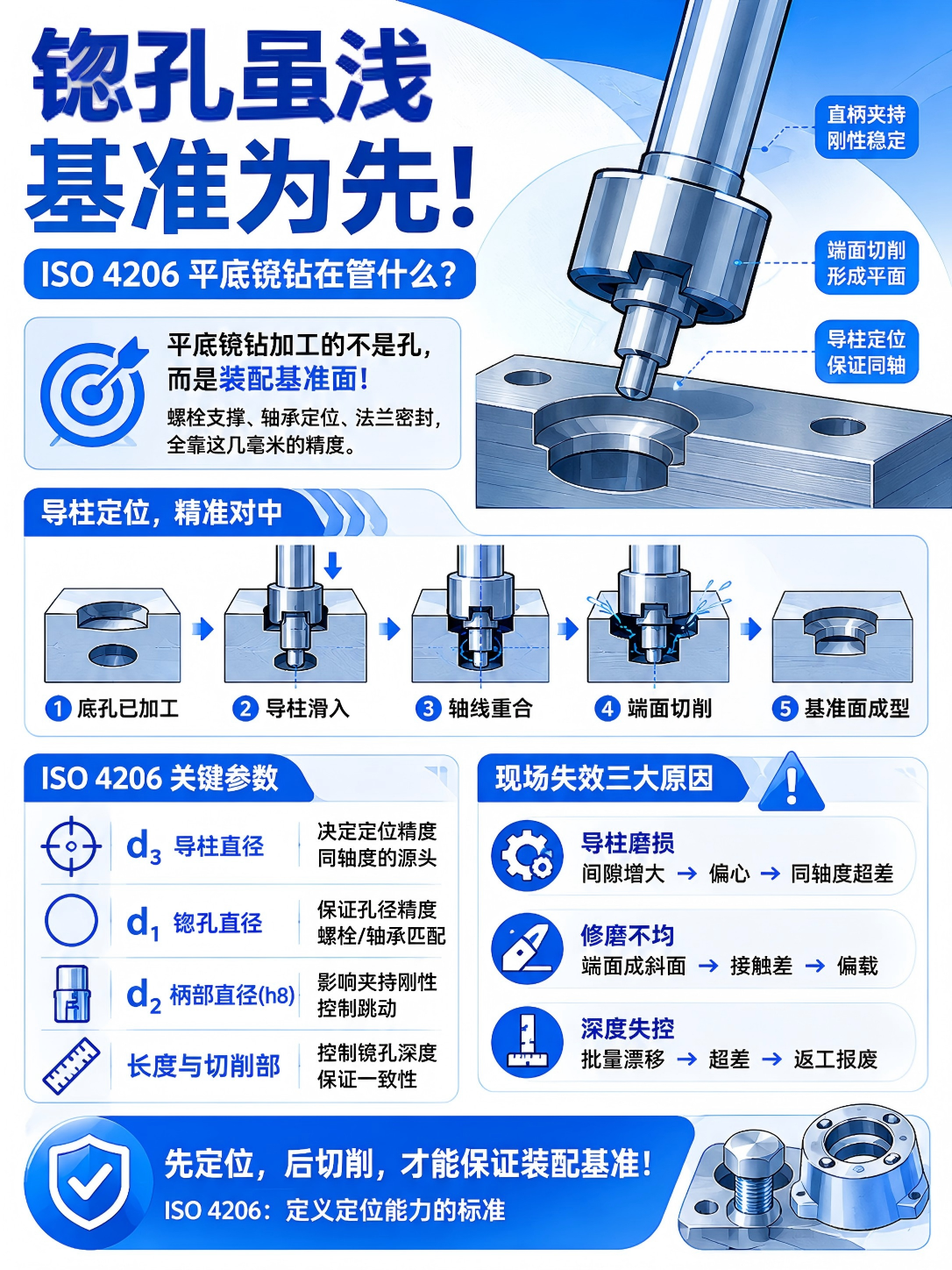
锪孔加工的不是孔,而是装配基准面。
这是平底锪钻与所有钻头的根本区别。钻头创造孔,平底锪钻创造装配基准。螺栓沉头孔的平面,是螺栓头的支撑面;轴承座台阶的端面,是轴承外圈的定位基准。这个平面的垂直度、同轴度、深度精度,决定的不是这个孔本身的质量,而是整套装配的质量。
这就是ISO 4206——整体导柱直柄平底锪钻——必须独立成标的出发点。ISO 3291管孔口的锥面,ISO 4206管孔口的平面。ISO/TC 29 SC 2用两部标准,把孔口加工说透了。
二、没有导柱,会发生什么
普通钻头用机床主轴定位,孔打在哪里,由机床坐标决定。
平底锪钻不同。它用底孔定位——刀具轴线对准已有底孔,靠导柱滑入底孔,在切削发生之前完成定位。
底孔→ 导柱滑入 → 刀轴与孔轴重合 → 端面刃口切削 → 装配基准落定
如果没有导柱,刀具只能靠机床坐标对位。底孔加工时的定位误差、机床换刀后的重复定位误差、工件装夹偏移,每一项误差都会直接叠加到锪孔位置上。
锪出的台阶孔偏离底孔中心,螺栓拧紧时受偏心力,法兰密封面受到剪切应力,都是这个偏心导致的。
导柱的存在,把定位基准从机床坐标系切换到底孔本身。只要底孔合格,锪孔的同轴度就由导柱与底孔的配合间隙决定。
这就是ISO 4206把导柱直径d₃列为首要参数的原因:导柱直径的公差,是整个加工精度的源头。
导柱直径 d₃ 公差 → 底孔配合间隙 → 同轴度偏差 → 端面垂直度 → 装配应力
三、ISO 4206管住了什么
ISO 4206:2016规定了直柄整体导柱平底锪钻的完整尺寸系列和公差体系。表格中四个参数,每一个都指向导柱定位链的某个环节。

注意参数排列顺序:导柱直径d₃排在首位。ISO 4206的逻辑是:先定位,再切削。导柱参数不合格,后面三个参数全部失效。
d₃合格 → 定位链建立 → d₁/d₂/总长各司其职 → 装配基准成立
与ISO 3291对照:锥面锪钻(countersink)管角度——60°、90°、120°——要的是锥形;平底锪钻(counterbore)管深度和端面垂直度——要的是台阶。两种几何形态,两套工程要求,这是SC 2独立设标的依据,不是行政划分,是技术逻辑。
四、现场为何反复失效
锪孔加工量小、切削力小,看起来不像高风险工序。但现场返工件里,锪孔尺寸超差是高频项。根源都在定位链的某一环失效。
第一,导柱磨损,偏心累积。
导柱是滑动配合件,反复进出底孔必然磨损。磨损后d₃减小,配合间隙增大——每一次进给都带着偏心量。工厂往往用到导柱出现肉眼可见台阶才换刀,此时锪孔和底孔的同轴度早已超出图纸要求。磨损的不只是直径,是整条定位链。
第二,修磨不均,端面成斜面。
两刃平底锪钻靠两个切削刃等高保证端面平面度。手工修磨后两刃高度差哪怕只有0.02mm,锪出的底面就是微斜面——千分表打过去,中心高、边缘低,或左高右低。轴承外圈压进去,接触面积减半,偏载倍增。
第三,深度失控,批量波动。
锪深通常只有几毫米,依赖机床限位或手动进给,没有切深反馈。导柱磨损叠加刀具装夹误差,批量加工中深度一致性持续漂移——前50件合格,后50件全超差。
导柱磨损→ 偏心 → 修磨不均 → 斜面 → 深度失控 → 漂移 → 三因叠加 → 批量报废
三个失效点,归结到同一结论:决定锪孔质量的不是切削能力,是定位能力。这正是ISO 4206的管控重心。
五、标准另立,逻辑在装配基准
钻头、扩孔钻、铰刀——它们的加工对象是孔。面对的核心问题是切削力、排屑、刀具刚度——这是一套切削工程逻辑。
平底锪钻的加工对象是装配基准面。面对的核心问题是定位精度和端面几何——这是一套装配工程逻辑。
两套逻辑不兼容。不能用管钻头的标准去管锪钻——因为对锪钻而言,切削参数是次要的,定位参数才是决定性的。ISO 4206独立成标,是承认了这层根本差异,也是在标准层面对这层差异作出定义。
工程要求(装配基准)→ 定位要求(导柱) → 参数边界(d₃公差) → 标准要求(ISO 4206)
钻头创造孔。平底锪钻创造装配基准。当加工对象从孔变成基准面,决定质量的不再是切削能力,而是定位能力。ISO 4206存在的意义,是在切削发生之前,定义这种定位能力的边界。
ISO 235管标准长度,ISO 3292管超长系列——它们之间的长系列麻花钻,归谁管?下一篇,ISO 494。