
10
2026.6
作者
0
阅读量
一、长度放大,失效模式随之重写
某航空结构件项目,Φ8mm麻花钻加工深度240mm定位孔。直径顶角都对,切削参数按常规经验给定。第二刀出现孔偏,第五刀断在孔里,换供应商结果一样。
排查结论:这根钻头总长250mm,长径比超过30:1,用的却是ISO 235参数采购的刀具——而ISO 235覆盖的常规钻头,长径比通常在10:1以下。两套工况,同一个标准——问题的起点就在这里。
错误认知:"直径一样,标准应该一样。"
真实原因:决定问题性质的不是直径,而是长径比。长径比从10:1到30:1,轴向刚度因三次方关系下降至原来的约1/27——力学约束条件发生了本质变化。这是ISO 3292单独成标的根本原因。

二、ISO 3292管住的是什么
ISO/TC 29 SC 2 为麻花钻建立了三级长度谱系,ISO 3292所规范的正是其中的超长直柄麻花钻(应以最新版文本为准):
ISO 235 短/标准系列 → ISO 494 长系列 → ISO 3292 超长系列(≤400mm)
三个标准直径高度重叠,分层依据是工况:ISO 235——常规深度,刚度充裕;ISO 494——中等深孔,排屑成次要矛盾;ISO 3292——超长工况,刚度、排屑、定心三约束同时趋紧。
长径比是贯穿整个谱系的核心变量:
长径比↑ → 轴向刚度↓(≈1/27) → 颤振放大 → 孔偏增大 → 断刀风险骤升
错误认知:"标准编号是采购备注,无关紧要。"
真实原因:标准编号定义了参数边界。ISO 3292另立成标,不是因为钻头变长了,而是高长径比下的约束条件变了,参数边界必须随之重定义。
三、超长钻的参数边界在哪里
四个关键参数,前两个决定超长钻的精度命门:
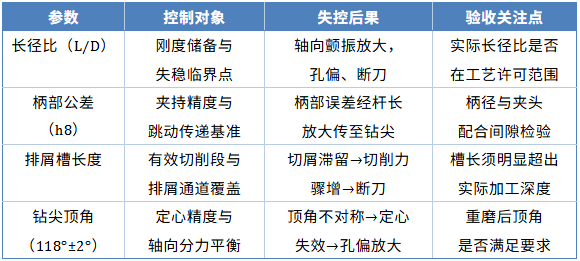
长径比(L/D)——ISO 3292覆盖长径比上限约62:1(Φ2mm×125mm)。轴向刚度与长径比的三次方近似成反比——10:1→30:1时,刚度降至约1/27。同样的切削参数在超长钻上,偏摆幅度增至数十倍。ISO 3292通过限定各直径对应的最大总长,划定"可控刚度边界"——超出此边界,刀具从弹性变形区进入不可预测区间。ISO 3292为什么必须管?因为这里判断的不是"长不长"——是"还能不能可控"。
钻尖顶角(118°±2°)——顶角不对称导致两侧切削力不等:
顶角不对称→ 两侧轴向力失衡 → 钻头偏斜 → 孔偏随长径比成倍放大 → 累积误差不可逆
常规钻顶角偏差0.5°,影响有限;在长径比30:1的超长钻上,同样的偏差经杆长传递后,孔底位置误差可达数倍。ISO 10899(由ISO 3292有明确要求,重磨后必须检验——每次重磨都可能带入新偏差。ISO 3292为什么必须管?因为常规钻的顶角容差在这个工况下不再成立。
柄部h8、排屑槽长度——各对应一条较短的约束链:柄部超差→经400mm杆长放大→钻尖孔偏量倍增;槽长不足→切屑滞留→摩擦升温→切削力骤增→断刀。ISO 3292分别规定h8公差和各直径槽长范围,锁定误差放大源头和排屑最低通道。选型时槽长须明显超过实际加工深度,"刚好够"不可接受。
四、现场为何反复出错
三个典型问题,各指向一个被漏掉的ISO 3292控制点:
问题一:切削参数照搬常规钻,首刀超出刚度临界。
错误认知:"刀具直径对、材质对,参数沿用经验没问题。"
真实原因:超长钻临界失稳切削力远低于常规钻(刚度约1/27),进给量稍高即进入不稳定区。切削参数须根据长径比、工件材料和刀具系统重新确定。ISO 3292通过限定长径比上限,间接定义了可控工艺窗口边界——超出此边界,参数容错范围已极窄。
问题二:用ISO 235参数采购超长钻,入库检测看不出差异。
两个标准直径重叠,采购单只写直径不标注标准编号。
错误认知:"采购只写直径就行,标准编号是行政备注。"
真实原因:不同标准对应不同参数边界——柄部公差、总长规格可能完全不满足超长钻工况,入库只查外径发现不了。标准编号是采购规范的控制边界。ISO 3292之所以必须被标注在采购单上,是因为它定义了"超长钻参数体系中哪些值是可接受的"。
问题三:重磨后跳过顶角验收。
超长钻重磨频率高,每次重磨引入的顶角偏差被长径比成倍放大。
错误认知:"重磨后外径没变,刀具等于新刀。"
真实原因:外径不变不等效——顶角偏差被长径比放大后,定心精度已成新问题。失效链:重磨→顶角不对称→定心失效→孔偏随深度累积→CPK漂移→追溯困难。ISO 10899(经ISO 3292引用)对顶角有明确要求。重磨后不验顶角——等于用新刀延续旧问题,且被长径比成倍放大。
五、标准另立,逻辑在工况
直径相同,ISO 3292为什么不并入ISO 235?
答案在约束条件里:
工况变(长径比↑) → 约束条件变(刚度↓排屑↓定心↓) → 参数边界必须重定义 → 标准体系随之变更
一套标准,本质上是在特定工况约束条件下,"哪些参数值是可接受的"这一工程协议。当工况从常规走向超长,约束条件从根本上改变——沿用旧标准等于把新问题套进旧框架——参数合格,工况不合格。
ISO/TC 29相关系列标准(应以最新版文本为准)为不同长度系列分别制定规范,核心逻辑不是种类不同理应分开——而是工况变了,约束条件变了,参数边界必须跟着变,标准体系也必须跟着变。
直径没变。约束条件变了。标准就必须另立。这既是超长钻单独成标的理由,也是深孔加工选型的第一认知。
写了九篇孔的纵深——最后这几毫米端面,同样值得一部独立标准。下一篇,ISO 4206。