
9
2026.6
作者
15
阅读量
一、省去一刀,代价何在
某变速箱壳体改善项目,钻孔铰孔合并换钻铰复合刀具,省一次换刀一次走刀,节拍数据漂亮,立项通过。
三个月后孔径CPK持续偏低,刀具记录正常,机床参数没变。排查结论出人意料:底孔余量不均匀。误差链——钻部直径波动→铰削余量不均→铰削力波动→铰刀定心失稳→孔径散差放大→CPK漂移。分工序钻孔后可测量补偿——复合刀具工艺里全没了。
省掉那一刀,省的不是换刀时间,是误差传递链上的缓冲节点。误差没消失——只是没人盯着它了。

二、复合刀具在做什么
复合孔加工刀具在一把刀上集成多道工序一次走刀完成:钻铰、钻锪、钻扩铰、锪钻复合。这不是简单的物理拼接——它把多道工序的误差叠加风险压缩进一个不可拆分的执行单元。分工序时每道工序可独立检验补偿;复合刀具前段输出直接成为后段输入——中间零检测。
ISO/TC 29 SC 2 相关系列标准(应以最新版文本为准)对各类孔加工刀具分别制定规范——正因合并后误差管控路径变了。单段参数各守各的标准,但段间关系——余量分配、同轴度、定位基准——单段标准管不到。
合并工序不等于合并误差来源——这才是复合刀具"更难管"的根因。
三、一把刀上的参数叠加
不同复合形式,风险焦点不同:
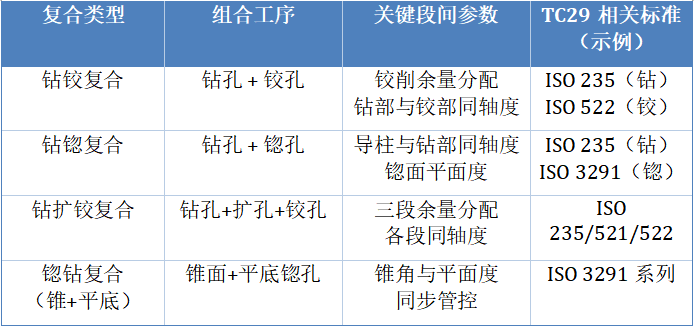
以钻铰复合为例,两个参数最容易被经验判断跳过。
铰削余量——钻部与铰部直径差,决定铰削工艺窗口宽度。
余量太小孔壁撕裂,太大孔径散差。ISO/TC 29以ISO 235管钻部、ISO 522管铰部,但二者之差是否在工艺窗口内——单段标准管不到。选型不核余量区间,底孔波动直穿铰削段。现场:同批刀具孔径有上有下,CPK低无规律——不是精度问题,是窗口飘了。
功能段同轴度——钻部与铰部(或锪部)轴线偏差。
两段不同轴,刀尖轨迹偏底孔中心。钻部按ISO 235验收、锪部按ISO 3291验收——单检过关,但同轴度超差则锪面偏载,联接可靠性劣化。现场:钻部合格、锪部合格,装配后螺栓松动——两个"合格"之间差了一个没检的几何关系。与第7篇锪钻失效同根,多了一个功能段而已。
复合刀具参数管控须分两层:单功能段——直径公差跳动,对单功能标准;段间关系——余量分配同轴度定位基准,靠企业验收规程设定。只查单段不查段间——复合刀具验收最普遍的系统性工艺链断点。
四、现场为何反复失效
冲突一:节拍上去了,工艺窗口没人守。
换复合刀具节拍提升,数月后CPK漂移。误判:"正常磨损。"真相:刀具磨损后钻部直径先偏出铰削余量窗口、再偏出孔径公差。分工序钻孔后可检测余量——复合刀具没有这个节点,磨损第一信号被漏掉。
ISO/TC 29设定了铰削余量名义值与公差区间,但若刀具更换仅看孔径、不监控余量趋势——控制点形同虚设。
冲突二:来料检单段参数,段间是盲区。
来料检——钻部合格、铰部合格。上线孔径散差大,退回复检——全部合格。僵局。误判:"刀具没问题。"真相:验收缺了同轴度和余量分配检验。各段单检无超差,两段轴线偏差加余量波动进加工区就是孔径散差——根子在入库那一刻。
复合刀具段间关系不在单功能标准覆盖范围,采购方须自补段间检验项目——不补,质量追溯永远在现场和供应商之间踢皮球。
冲突三:规格一样,参数体系不一样。
两个供应商钻铰复合刀具,标注相同,加工孔径分布明显不同——CPK 1.5 vs 0.8。误判:"同一规格混用没问题。"真相:余量分配、同轴度基准、公差带宽可能不同——标注相同不代表精度等效。
标准定精度等级不定余量分配策略,多供应商准入须核对余量区间是否重叠、同轴度是否等效。否则"同一规格"只是标签一致。
五、标准为何要管到刀具
结论:复合刀具合并工序 → 误差链上可干预节点消失→ 误差未减但发现推迟 → 唯一路径是管控前移到采购验收。
ISO/TC 29相关系列标准(应以最新版文本为准)从出厂精度开始管——保证第一刀之前精度状态可核查可追溯。制造业最难管的不是结果,是结果之前的条件。复合刀具用执行单元替代管控节点——分散在工序间的检验补偿,要集中到选型、验收和寿命管理。
ISO/TC 29为钻、扩、铰、锪分别制定精度规范,给出参数边界。省工序合理,但省工序不等于省管控。复合刀具省节拍、省换刀,不该省精度传递的可靠性——这从采购那一刻就决定了。
下篇将进入深孔加工刀具的标准体系,敬请关注。