
8
2026.6
作者
14
阅读量
一、最容易被省掉的一刀
箱体装配完成。扭矩合格。验收通过。
几个月后,振动测试报联接松动。排查一圈,根因只有一个:螺栓头下面的承压面没锪平。
说白了,铸造表皮和上道残留的微观不平度,直接扛了全部预紧力。承压面不平→ 实际接触面积缩水 → 预紧力衰减 → 联接可靠性崩塌。这道工序工艺单上写了,节拍压力一来,第一个被跳过。不是不重要。是"暂时看着还行"。失效链不认这四个字。

二、ISO 3291到底在管什么
锪钻不钻孔。它只做一件事:在已加工孔上做出一个接触面——为螺栓头、螺母、螺钉头,提供设计计算里"被视为均匀受载"的那个承载面。
三类锪孔对应三种失效模式。
平底锪孔:承压面。平面度不够,扭矩达标但夹紧力打折扣。工件软、螺头硬,伤工件。
锥面锪孔:锥角偏差让锥面接触退化为一线接触。薄壁件+高强螺钉,断这里不意外。
柱形锪孔:底面偏斜,等于给螺栓加了设计没算的弯矩。疲劳计算不认。
有一个事实容易被忽略:锪孔质量不是孤立指标。紧固件头部尺寸由它自己的标准管(如内六角螺钉在ISO 4762相关系列中规范),锪孔由ISO 3291相关系列规范(具体应以最新版文本为准),工件由图纸定义。三套独立标准在装配界面上交会,任一偏差都在这里结算。
ISO 3291通常主要规范锪钻尺寸、结构和相关技术要求。它的核心价值,不是告诉你怎么锪孔,而是说清楚一件事:刀具精度达到什么水平,才能保证装配面上那个"均匀受载"的假设成立。它划定的是刀具侧的参数边界。以下以平底锪钻为主线——现场用得最多,参数关系最完整。
三、ISO 3291管住了哪些关键参数
平底锪钻,四个参数决定质量:
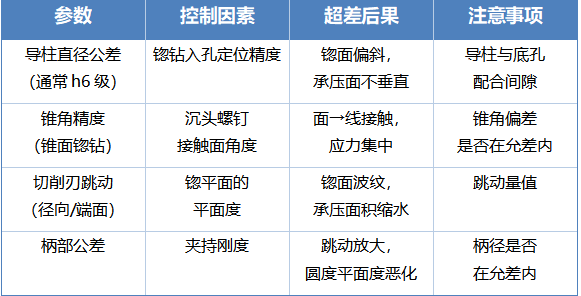
导柱公差:
控制锪钻进孔时的定位精度。底孔由麻花钻打出,公差通常在 H11~H13 区间,本身就不小。导柱再来一个偏松公差,配合间隙成倍放大。
一旦公差超差,精度传递的第一环就已经断裂。取 h6 级是工程折中——不是精度比赛,是对底孔波动的合理补偿。超差的现场结果:锪面偏斜,螺栓头一边贴实、一边悬空。
切削刃跳动:
控制锪出来的面平不平。跳动会直接产生锪面波纹——微观上看,就是一道道沟。不查导柱只查跳动,是在追症状不追根因——导柱间隙越大,跳动幅值一定跟着放大。现场表现:拧紧时扭矩读数正常,但实际承压面积只有设计值的一部分。
柄部公差:
控制的是装夹刚度。柄径一旦超差,夹不紧,加工中的动态偏转放大。前两个参数再漂亮,这一环刚度不够,锪面圆度和平面度一起崩。现场表现:抽检偶尔超差,找不到规律——因为夹持状态在批内不恒定。
拧紧曲线:
正常拧紧时,螺栓接触承压面后扭矩随转角均匀爬升。锪面不平——螺栓头缓慢"压进去"——曲线斜率偏低、爬得慢,表现为扭矩达标但夹紧力不足。很多装配线只看最终值,曲线里的警报被跳过。有经验的工程师会看斜率——它比最终扭矩更早暴露承压面质量。
四、现场为什么还是频繁出问题
标准把参数管住了,不等于现场把质量管住了。问题出在"落地"环节。
冲突一:越难测量的工序,越容易被跳过。
现象:钻孔有通止规一秒出结果,螺纹有螺纹规一旋出结论。锪孔面?平面度、垂直度需专用检具,在线全检不现实。
错误认知:"误差肉眼看不出,应该问题不大。"
真实原因:测量门槛高导致系统性漏检。反馈不及时的工序,在节拍压力下天然排到优先级最后。锪孔的质量延迟最长——今天放一放,三个月后还。
冲突二:高精度机床不等于合格锪孔。
现象:新设备、主轴精度一流,为什么锪出来的面还是不平?
错误认知:"设备精度高,刀具可以松一松。"
真实原因:机床的过程能力管加工系统的动态稳定性。锪钻导柱的几何偏差是刀具自身的固定偏移,不是随机波动。主轴再稳,工具头偏了面就是偏的。两个管控维度,不能替代。
冲突三:供应商不同,验收尺度不同。
现象:同一批产品,上一批用进口锪钻没问题,这批用国产锪钻出问题了——两种锪钻在同一个工位上交替使用。
错误认知:"ISO 和 GB/T 反正差不多。"
真实原因:ISO 3291(及国内对应系列标准,如GB/T 4258等相关版本,建议核查最新版文本)的尺寸参数通常大体对应,但具体公差等级、抽样验收细则可能存在细节差异。
供应商各自拿着自己的标准验收——工序工序协同的前提,"同一把尺"已经不存在了。事后质量追溯要顺着工艺链反向排查,成本远超在准入时统一验收尺度。
五、ISO 3291真正保护的是什么
钻孔定位,扩孔定尺寸,铰孔定孔壁——没一道管螺栓头下面的接触面。锪孔之后:清洗不改几何,拧紧不改几何。锪孔是整条链最后一个能直接定义接触面几何的工位。
这就回到了ISO 3291(及相关版本和对应国标,均应以最新版文本为准)的真正价值。
它不是一道工序指南,它是一个提前约束:在采购刀具时就把锪面质量的几何条件锁定。不让它靠手感,不让它靠设备"兜底",不让它等装配后才暴露。
制造业最难管的,从来不是结果——是结果产生之前的条件。标准的意义就在于此:提前规定刀具的出厂精度、配合公差、跳动范围。这些参数在加工现场看不到,但三个月后的振动台上,每一条都在生效。
省掉锪孔,不是省了一刀。是省掉了装配精度链最后一个能在加工端把几何条件定死的节点。代价不会消失,只会延迟。等的是承受预紧力的那个接触面。
下篇将进入 ISO/TC 29 SC 2 标准族的复合孔加工刀具议题,敬请关注。