
26
2026.5
作者
11
阅读量
毛刺是材料在刀具作用下未能按预定路径分离产生的残留物。事后去毛刺会增加额外成本。真正的解法是在切削过程中,通过工艺设计减少毛刺产生。以下分享四种被验证有效的抑毛刺工艺方法。
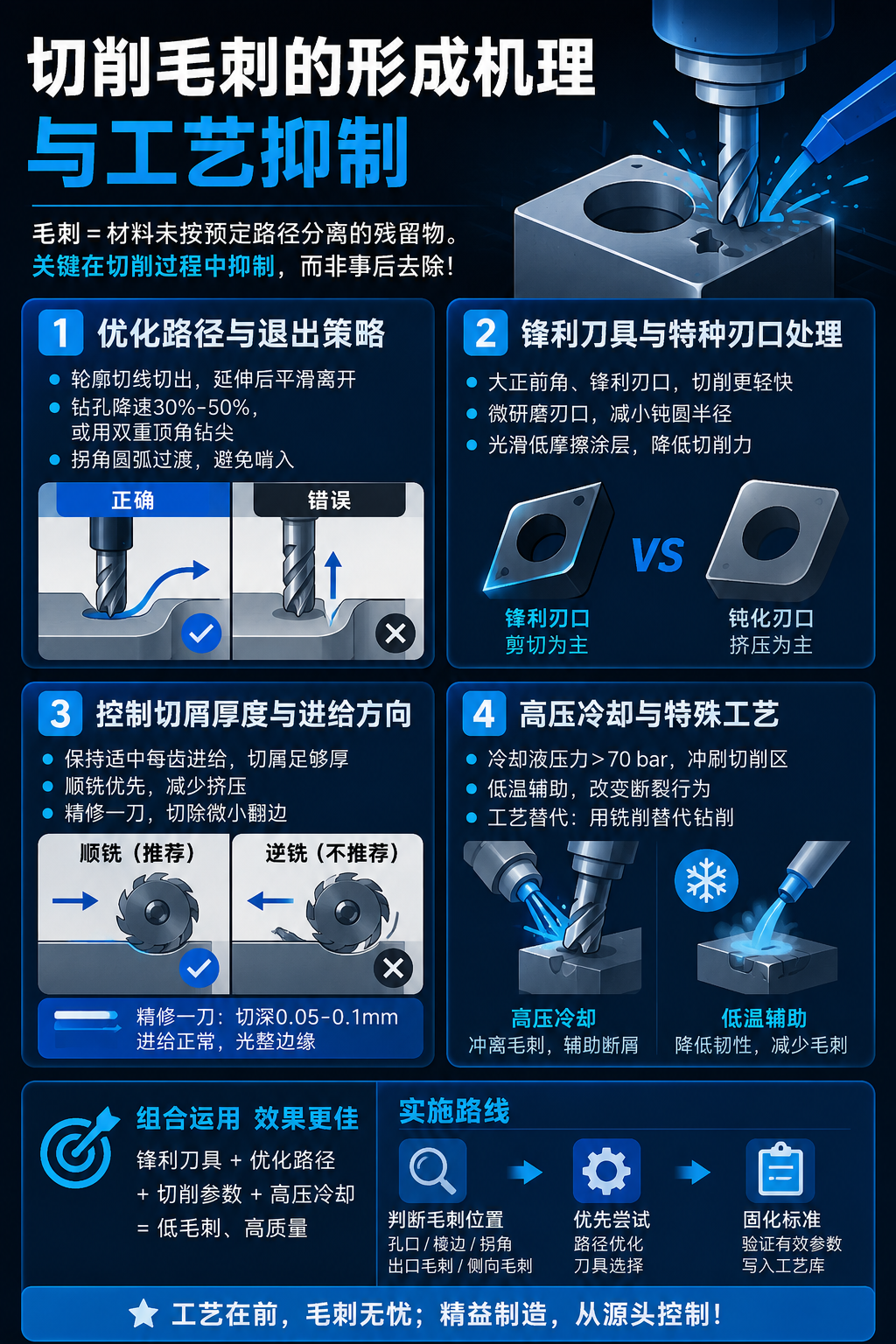
一、优化刀具路径与退出策略
核心原理: 刀具切出工件的瞬间是毛刺生成的高发时刻。当刀具以垂直方向直接脱离材料时,边缘材料失去支撑,被刀具挤压和撕裂,形成典型的出口毛刺。改变切出角度和路径可以改变材料分离时的应力状态,让边缘在断裂前得到有效支撑。
具体操作:
轮廓铣削:强制使用切线方向切出,而非在轮廓终点直接法向抬刀。让刀具沿轮廓延伸一段后平滑离开。
钻孔:在钻头即将穿透时,将进给率降低30%-50%,或使用带双重顶角的特殊钻尖,使出口处材料被逐步切除而非顶出。
型腔铣:在拐角处采用圆弧过渡或摆线铣削,避免刀具因负载突变而"啃"入材料形成翻边毛刺。
场景与权衡: 适用于几乎所有轮廓和孔加工。会增加微量编程时间,但质量提升幅度远大于成本,是实现自动化去毛刺前的最关键一步。
二、运用锋利的正前角与特种刃口处理
核心原理: 刀具切入工件时,不仅发生剪切,还伴随着对切削区下方和侧方材料的塑性挤压。刃口越钝,挤压比例越大,被挤压的材料最终以"侧向毛刺"或"泊松毛刺"的形式残留在边缘。锋利的正前角刃口能以更小的力实现剪切,显著缩小塑性变形区。
具体操作:
刀具选择:精加工和半精加工中,优先选用大正前角、锋利断屑槽型的刀片,其切削行为更接近"切"而非"推"。
刃口强化:选用经过微研磨处理或带有锋利刃口准备的刀片,刃口钝圆半径更小,切削更轻快。
涂层考量:选择表面光滑、摩擦系数低的PVD涂层,减少切屑与刀具间的摩擦,间接降低切削力和变形区范围。
场景与权衡: 特别适用于铝合金、奥氏体不锈钢、低碳钢等塑性材料。锋利刃口的抗冲击性相对较弱,需确保加工系统刚性好、切削过程稳定。
三、控制切屑厚度与进给方向
核心原理: 切屑厚度直接影响材料分离时的应变状态。切屑过薄,材料被持续"犁耕"而非干净剪切,极易在边缘形成翻边。合理的切屑厚度能促使切屑在预定位置充分变形后断裂,而非粘附在边缘被撕扯下来。铣削方向决定了边缘材料的受力方向。
具体操作:
破除"小切深"误区:精加工棱边时,并非切深越小越好。可尝试保持适中的每齿进给量,使切屑具有一定的厚度和刚性,干净地离开母材。
顺铣优先:在机床刚性允许下,始终采用顺铣。逆铣时刀具从零切厚开始切入,初始阶段以挤压为主,容易将表层材料"掀起"。
精修一刀:在最终轮廓上安排一次切深极小(0.05-0.1mm)、进给正常的"光整"走刀,专门切除前序加工遗留的微小翻边,同时不产生新毛刺。
场景与权衡: 对边缘质量要求高的平面和轮廓铣削最有效。需在效率和表面质量之间找到参数平衡点。
四、利用高压冷却与特殊工艺
核心原理: 高压冷却液的冲击力可直接辅助断屑,并将即将生成的微小毛刺冲离切削区。对于某些粘性材料,降低温度可改变其断裂行为,使其从韧性断裂转向脆性断裂,毛刺倾向骤降。
具体操作:
高压冷却:确保冷却液压力达到70 bar以上,喷嘴精确对准刀具切出点和切屑形成区,利用机械冲击力剥离微小毛刺。
低温辅助:对钛合金、某些复合材料等,在切削区施加冷风或微量液氮,局部降低材料韧性,减少毛刺产生。
工艺替代:对于薄壁或微型特征的孔,考虑用铣削替代钻削,通过螺旋插补获得更可控的孔口质量。
场景与权衡: 适用于难加工材料、深孔及高附加值零件。涉及设备改造或投资,需评估成本效益,但对关键工序往往是质的提升。
四种方法应组合运用——用锋利的正前角刀具,沿切线路径切出,配合高压冷却冲刷切削区。实施路线:先判断毛刺主要出现在孔口、棱边还是拐角,属于出口毛刺还是侧向毛刺;优先尝试路径优化和刀具选择,这两项成本最低、见效最快;最后将验证有效的参数和路径写入公司标准工艺库。