
26
2026.5
作者
11
阅读量
一、温度对精度的影响有多大?
一台机床刚开机时和连续工作 4 小时后,加工出来的零件尺寸能差多少?答案是:足以报废零件。
金属会热胀冷缩。对于一台 1.5 米长的加工中心,主轴运转产生的热量、导轨摩擦产生的热量、切削过程传入的热量,会让机床结构件温度升高几度到十几度。一个 1 米长的铸铁床身每升温 1°C 膨胀约 10-12μm——这已经超过了多数精密机床的允许误差。
ISO 230-3 专门针对这个"看不见的敌人",规定了机床热效应试验的方法,用于评估机床在热影响下的精度变化。
对应的中国标准为GB/T 17421.3《机床检验通则第3 部分:热效应的确定》。
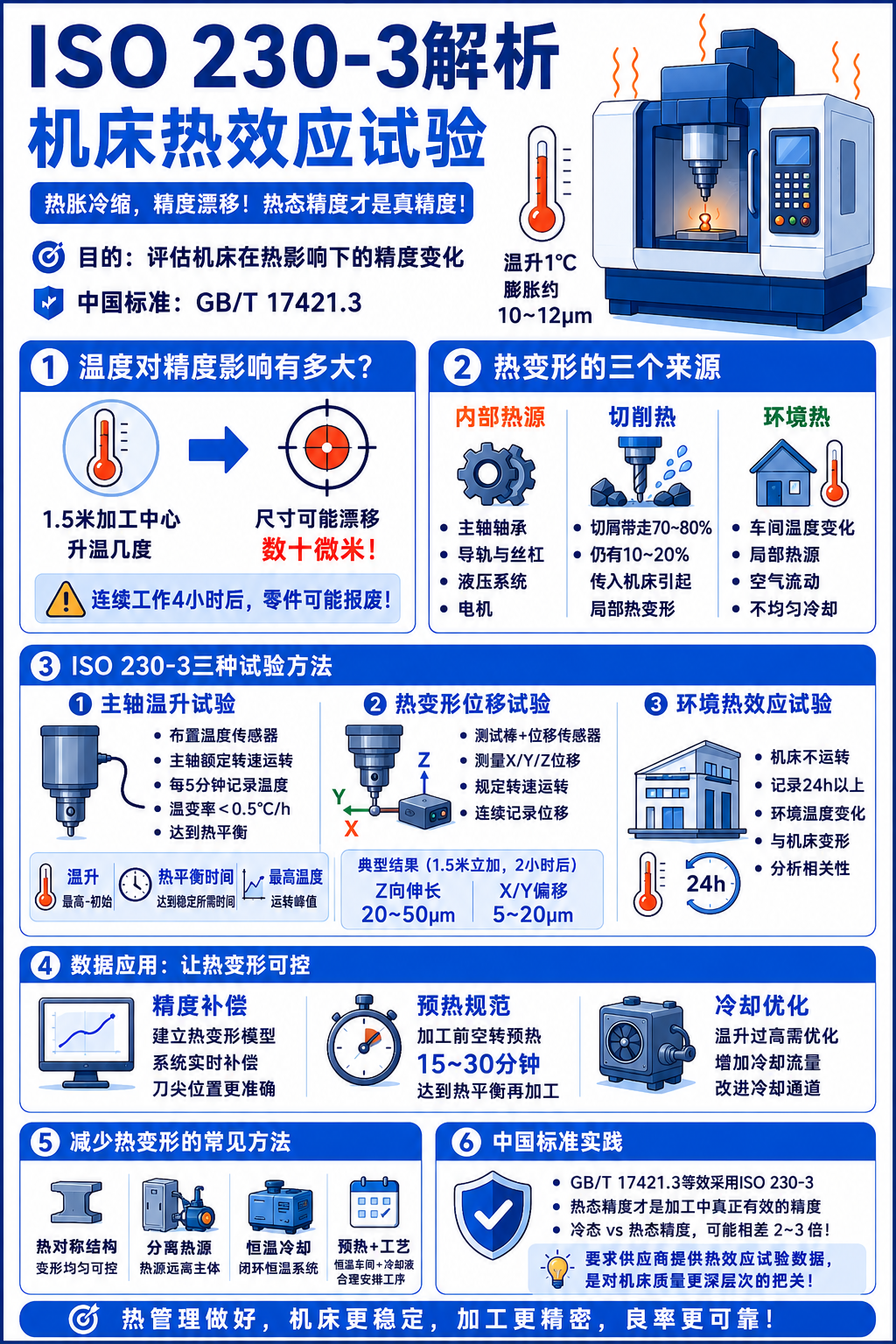
二、热变形的三个来源
机床中的热量主要来自三个渠道:
1. 内部热源
主轴轴承:主轴高速旋转时轴承摩擦生热,是最大的局部热源。一个 15000rpm 的主轴,轴承处温度可能比环境高出 15-25°C。
导轨与丝杠:运动部件摩擦生热,特别是滚珠丝杠,高速运动时温升明显。
液压系统:液压油泵和阀组产生的热量通过油液传导至床身。
电机:伺服电机和主轴电机运转产生的热量。
2. 切削热
切削过程中产生的热量大部分被切屑带走(约 70-80%),但仍有约 10-20% 传入机床工件和刀具系统,引起局部热变形。
3. 环境热
车间温度变化:昼夜温差、季节性温度变化。
局部热源:附近设备、照明、人员走动引起的局部温度波动。
空气流动:冷却风、空调出风口的不均匀冷却。
三、ISO 230-3 规定的试验方法
ISO 230-3 定义了三种主要的热效应试验,根据机床类型和使用条件选择执行。
1. 主轴温升试验
目的:测量主轴在不同转速下运转时,轴承和主轴箱的温度变化。
方法:
在主轴轴承附近和主轴箱体上布置温度传感器(热电偶或 Pt100)。
主轴从静止开始,以额定转速连续运转。
每隔一定时间(如每 5 分钟)记录温度值。
直到温度变化率小于0.5°C/小时 时视为达到热平衡。
关键指标:
温升(Temperature Rise):最高温度与初始温度的差值。
热平衡时间:达到热平衡所需的时间。
最高温度:运转中达到的峰值温度。
2. 热变形位移试验
目的:测量主轴因温度变化而产生的空间位移。
方法:
在主轴端部安装一个精密测试棒。
在主轴前方布置非接触式位移传感器(电涡流或电容式),测量测试棒在 X、Y、Z 三个方向的位置。
主轴以规定转速运转,连续记录各方向位移。
典型结果:
1.5 米立式加工中心的主轴在连续运转 2 小时后,Z 方向伸长量通常为 20-50μm(主轴箱和主轴受热膨胀),X 和 Y 方向的偏移为 5-20μm(立柱弯曲变形)。
3. 环境热效应试验
目的:评估车间环境温度变化对机床精度的影响。
方法:
机床不运转,仅布置温度传感器和位移传感器。
记录 24 小时以上环境温度变化和机床相应变形。
分析环境温度与机床精度的相关性。
四、数据的分析与应用
ISO 230-3 试验产生的数据可以用来做三件事:
精度补偿
现代数控系统支持热误差补偿(Thermal Error Compensation)。通过试验测得主轴在不同转速和不同运转时间下的热变形规律,建立数学模型,控制系统根据实时温度数据自动补偿刀尖位置。
预热规范
根据热平衡时间数据,制定机床的预热程序——正式加工前,让主轴以加工转速运转一定时间(通常 15-30 分钟),待机床达到热平衡后再开始加工。这是精密加工中最简单有效的热管理策略。
冷却系统优化
如果试验发现某部位温度过高(如主轴轴承温升超过25°C),说明冷却系统不足,需要增加冷却流量、改进冷却通道,或选择更合适的润滑油/脂。
五、减少热变形的常见方法
设计层面
热对称结构:立柱、床身等主要结构件设计为热对称截面,使热变形方向可控且均匀。
分离热源:将液压站、电控柜等热源与机床主体分离。
恒温冷却:主轴冷却、丝杠冷却采用闭环恒温循环系统。
使用层面
预热运行:加工前让机床空转至热平衡。
恒温车间:精密加工车间应保持20°C ± 1°C。
刀具/工件温度控制:使用充足的切削液控制切削区温度。
合理安排工序:粗加工和精加工之间留有冷却时间。
六、中国标准实践
GB/T 17421.3 等效采用ISO 230-3。国内机床制造企业在新产品开发中普遍执行热效应试验,但在用户端(机床使用企业)的普及程度参差不齐。
常见误区:很多用户以为机床出厂时"冷机精度"合格就高枕无忧了。热态精度才是加工中真正有效的精度。一台机床的冷态精度和热态精度可能相差 2-3 倍。在精密加工中,要求供应商提供ISO 230-3 热效应试验数据,是对机床质量更深层次的把关。