
25
2026.5
作者
10
阅读量
机床精度会在运行过程中因机械磨损、热效应等因素逐渐变化。以下六个因素对加工尺寸精度影响最为显著,其中热变形会放大反向间隙的影响,伺服震荡会加速几何精度的流失,需引起重视。
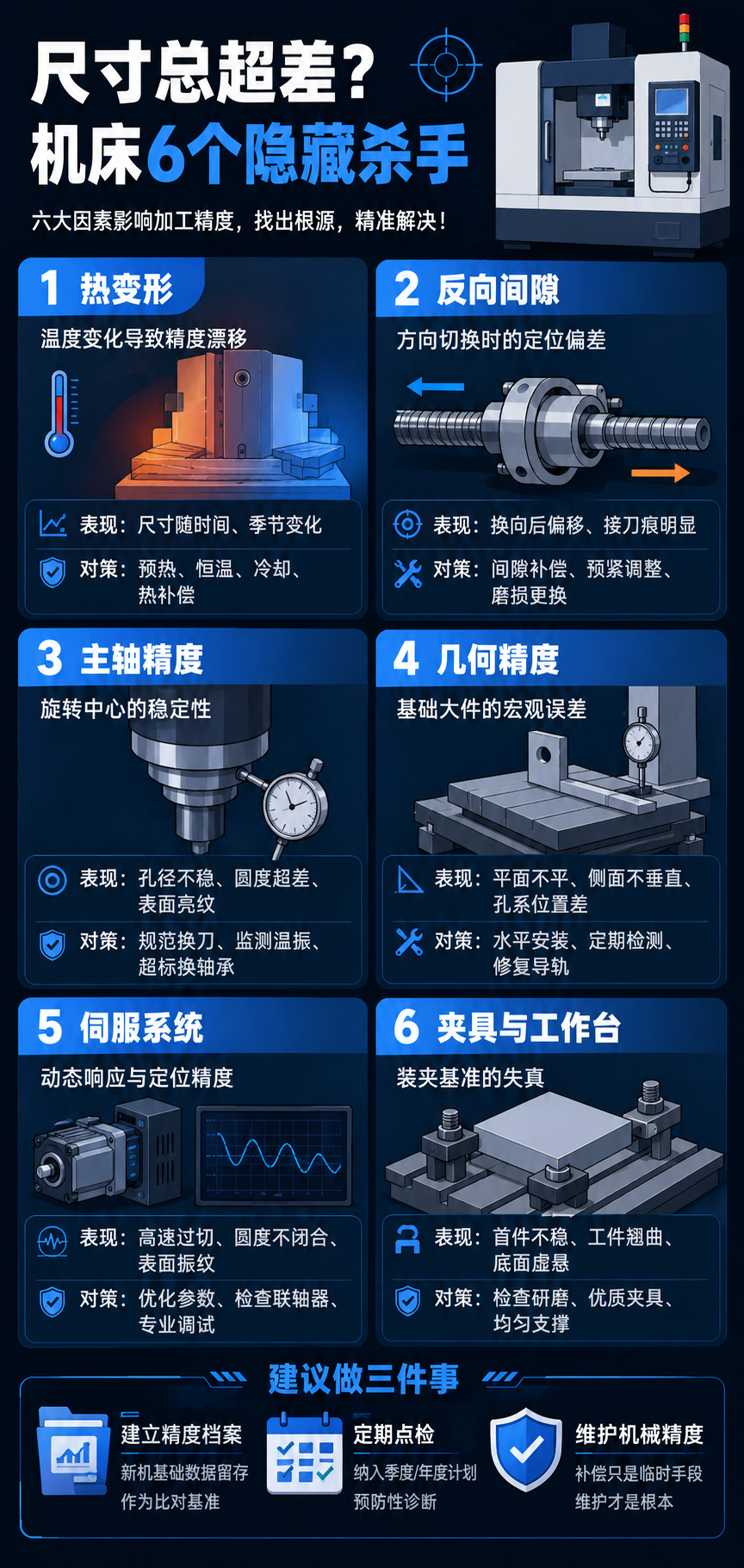
一、热变形——温度变化导致的精度漂移
定义与本质: 机床内部的热源——主轴旋转、丝杠摩擦、导轨滑动,叠加车间环境温度变化,使床身、立柱、丝杠等部件产生不均匀的热膨胀。整个运动坐标系因此发生漂移和扭曲,精度随温度浮动。
典型表现: 尺寸偏差随开机时间、季节甚至昼夜更替而变化。典型征兆:首件与末件尺寸存在系统性偏差,或必须"热机"一段时间后尺寸才稳定。 在长距离加工中,丝杠热伸长可直接导致定位误差。
排查与对策:
检查: 记录冷态、运行1小时、4小时后在同一位置加工试件的尺寸变化;用测温仪或手感对比主轴箱、立柱、床身前后端的温差。
对策: 强制执行充分的预热程序;改善车间恒温环境;检查主轴油冷、丝杠冷却系统是否有效;对于配置热误差补偿的机床,确认补偿参数与实际热变形规律匹配。
二、反向间隙——方向切换时的定位偏差
定义与本质: 丝杠与螺母、齿轮副等传动链中因磨损产生的微小空隙。当运动方向改变时,电机必须先"吃光"这段空隙,工作台才会真正移动。
典型表现: 轮廓加工时圆弧失圆、斜面出现阶梯;双向铣削接刀痕明显;孔的位置度在换向后发生单方向偏移。误差与运动方向强相关。
排查与对策:
检查: 将百分表座吸附在主轴上,表头打在工作台侧面,通过手轮或MDI命令进行±0.01mm的反复点动,表针跳动的最大值即为该轴反向间隙。
对策: 在数控系统参数中设置间隙补偿值,但需意识到补偿无法根除磨损;定期检查并调整丝杠螺母预紧力;磨损超标时,计划性更换传动副。
三、主轴精度——旋转中心的稳定性
定义与本质: 主轴轴承磨损导致径向跳动和轴向窜动增大,以及主轴在切削力下的挠曲变形。主轴精度是孔类加工和铣削表面质量的决定性因素。
典型表现: 镗孔时孔径不稳定、圆度超差;铰孔或铣削侧壁出现锥度、鼓形;铣削表面沿进给方向出现规律性亮纹。一切与旋转相关的精度问题,都应优先怀疑主轴。
排查与对策:
检查: 将杠杆百分表触头伸入主轴锥孔,低速旋转主轴,读取径向跳动和轴向窜动量,对照出厂精度标准。用试镗孔并测量圆度来验证动态精度。
对策: 规范换刀操作,严防刀柄对锥面的撞击;定期监测主轴振动和温升趋势;跳动量超标时,需进行轴承更换,不可仅依赖系统补偿。
四、几何精度——基础大件的宏观误差
定义与本质: 床身、立柱、导轨等基础大件因铸造应力释放、地基沉降、长期偏载或意外撞击,产生的直线度、平面度、垂直度、平行度等宏观几何误差。这是机床精度的基础。
典型表现: 加工平面呈中凹或中凸;铣削侧面与大面不垂直;长距离孔系位置度一致性差。误差具有全局性和系统性,软件补偿难以根本修正。
排查与对策:
检查: 用大理石方尺和塞尺检查工作台平面度;用角尺配合百分表检查主轴与工作台的垂直度,或各移动轴间的垂直度。这些检查需纳入年度精度检测计划。
对策: 确保机床安装水平,定期复检地基状态;避免超重、偏载加工;发现超差后,联系专业团队进行激光检测与导轨铲刮修复。
五、伺服系统——动态响应与定位精度
定义与本质: 伺服驱动器增益参数失配、电机与编码器性能衰减或联轴器松动,导致轴运动存在跟随误差、定位延迟或振荡。在高动态运动中,实际轨迹滞后于指令轨迹。
典型表现: 高速高精度曲面加工时,角落过切;圆形轨迹不闭合或呈椭圆;表面出现无规律的振纹。典型特征是误差随进给速度提高而急剧放大。
排查与对策:
检查: 运行圆形测试程序,用千分表沿轨迹检查圆度,观察是否光滑闭合;使用伺服调试软件查看各轴跟随误差曲线是否平稳且相近。
对策: 严禁非专业人员随意调整伺服增益参数;由有经验的工程师根据实际负载进行优化;检查电机与丝杠间的联轴器是否松动、弹性体是否老化。
六、夹具与工作台——装夹基准的失真
定义与本质: 工作台T型槽磨损、夹具底面变形或压板着力点不当,造成工件装夹基准失真。刀具切削的是已发生弹性变形的工件,松开后尺寸必然反弹。
典型表现: 每次装夹后首件尺寸不稳定;加工后工件翘曲;平面铣削后,工件底面有局部虚悬。
排查与对策:
检查: 用百分表扫描工作台面和夹具定位面;将夹具放在平台上检查底面平面度和平行度;装夹后轻敲工件,凭声音判断是否悬空。
对策: 定期检查并研磨工作台损伤部位;选用结构刚性好、底面精磨的夹具;使用阶梯垫铁确保支撑点分布均匀,夹紧力作用在实处而非悬空位置。
建议做三件事:为新机床建立基础精度档案作为日后比对基准;将上述检查项纳入季度、年度点检计划,实施预防性诊断;理解数控补偿只是临时手段,机械精度的维护才是根本。