
23
2026.5
作者
37
阅读量
一、机床出厂前的"体检"
一台数控机床装配完成后,怎么判断它合不合格?主轴是否在正确的轴线旋转?工作台移动是否真是一条直线?这些都需要用统一的检验方法去验证。
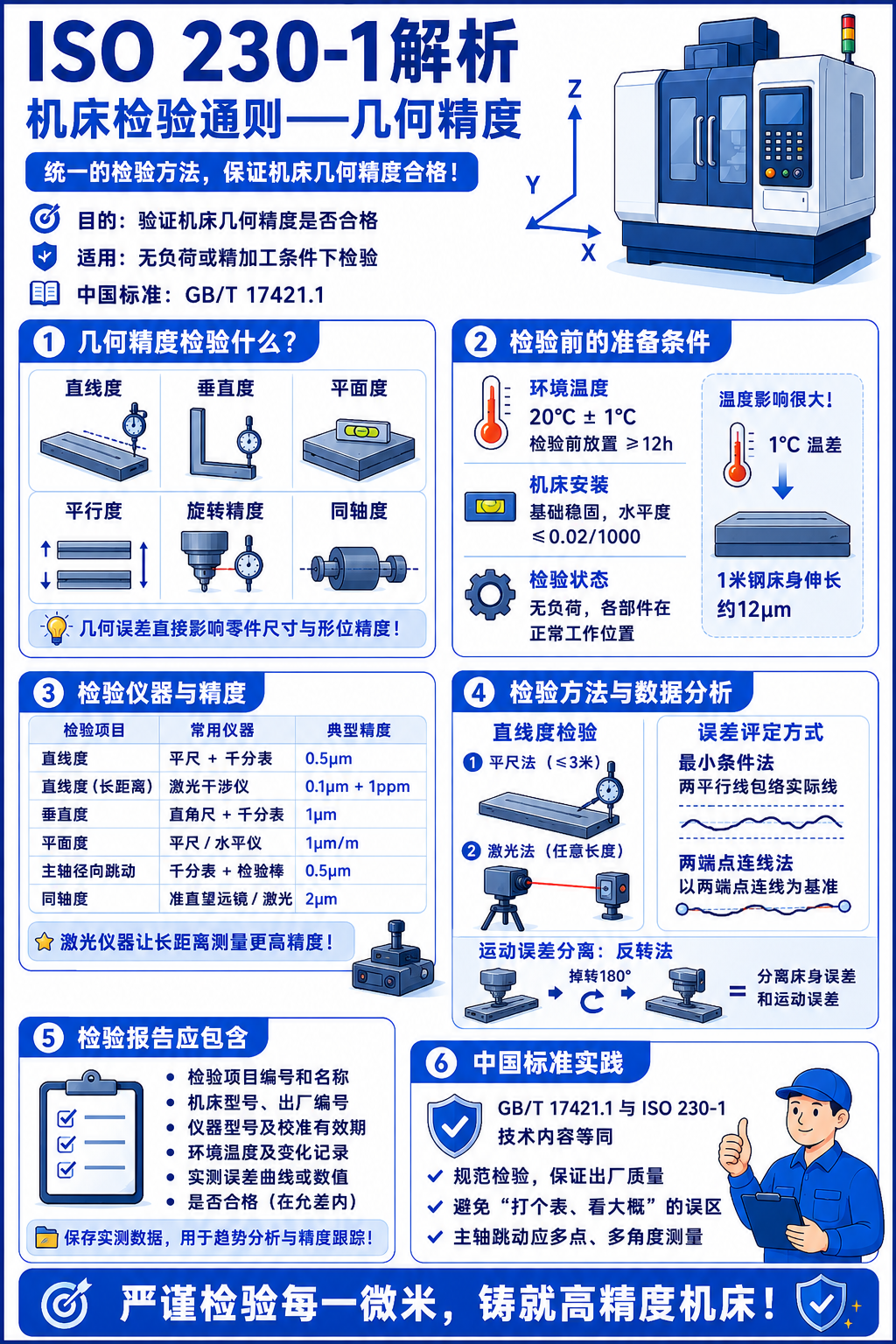
ISO 230-1 就是整个ISO 230 系列机床检验标准的总纲。它规定了机床几何精度检验的基本原则和方法——包括检验前的准备条件、环境要求、测量仪器的选择、以及检测结果的判定方法。
中国的对应标准为GB/T 17421.1《机床检验通则第1 部分:在无负荷或精加工条件下机床的几何精度》。
二、几何精度检验什么
"几何精度"这个词听起来抽象,具体来说检验的是机床各部件之间相对位置的正确性:
直线度:运动部件沿导轨移动时,实际轨迹偏离理想直线的程度。
垂直度:两个运动轴之间的夹角与90° 的偏差。
平面度:工作台等固定表面的平面度误差。
平行度:运动轴与某参考面(或另一轴)的平行程度。
旋转精度:主轴或其他回转部件的径向跳动、端面跳动和轴向窜动。
同轴度:两个回转中心线之间的偏移量。
这些误差直接影响被加工零件的尺寸精度和形位公差。一个导轨直线度误差为 5μm 的机床,车出来的外圆可能呈现微小的锥度。
三、检验前的准备条件
ISO 230-1 非常强调检验前的准备工作,因为不规范的准备会引入大量干扰误差。
环境温度
标准对温度有严格规定:检验环境温度应控制在20°C ± 1°C(精密机床要求更严)。机床在检验前应在检验环境中放置足够长的时间(通常不少于 12 小时),使各部件温度稳定。
为什么这么严格?一个 1 米长的钢制床身,温度变化 1°C 会产生约 12μm 的热变形——这个量级已经超过了多数精密机床的允许误差。
机床安装
机床应安装在稳固的基础上,避免外界振动干扰。
安装水平度应调整到规定范围内(通常为 0.02/1000 以内)。
机床各运动部件应正确装配并调整好间隙。
检验状态
机床应在无负荷状态下检验(与ISO 230-3 的热效应检验区分)。
各运动部件应在正常工作位置。
液压、气动和冷却系统应正常工作。
四、检验仪器
ISO 230-1 列出了可用于几何精度检验的仪器类型,并规定了每种仪器的适用场景和精度要求:

近年来激光干涉仪和激光跟踪仪的应用越来越广,特别是在大型机床的检验中。
五、检验方法与数据分析
直线度检验的两种方法
1. 平尺法:将精密平尺放在被测导轨上,用千分表沿导轨移动测量偏差。适用于 3 米以下的导轨。
2. 激光法:用激光干涉仪或激光准直仪,沿导轨方向移动反射镜。适用于任意长度。
直线度误差的评定方式有两种:
最小条件法:两条平行线最小间距包络实际线——用于仲裁。
两端点连线法:以两端点连线为基准计算偏差——日常使用。
运动误差的分离
床身的直线度误差和运动工作台的误差是叠加在一起的。如何分离?
ISO 230-1 没有规定具体的分离方法,但实践中的做法是:反转法——将测量工具掉转 180° 再测一次,通过两次结果的差异分离出床身误差和运动误差。
六、检验报告的规范
ISO 230-1 规定了检验报告应包含的内容:
检验项目的编号和名称
机床型号、出厂编号
检验仪器型号和编号(含校准有效期)
环境温度及温度变化记录
实测误差曲线或数值
是否合格(在图纸要求的允差范围内)
检验报告不仅要记录"合格/不合格",更应该保存实测数据——这些数据对机床趋势分析(同一型号多台机床的统计质量)和 长期精度保持性跟踪(同一台机床历次检验数据的对比)具有重要价值。
七、中国标准实践
GB/T 17421.1 与ISO 230-1 技术内容等同。国内机床出厂检验的几何精度部分,从检测方法到仪器选择,从环境要求到报告格式,基本遵循这个标准。
常见误区是:有些小型机床厂把几何精度检验简化为"打个表、看个大概"——比如检查主轴跳动就只转一圈。按 GB/T 17421.1 的要求,主轴径向跳动应在主轴端部和距端部300mm 处各测一组数据,且应旋转多个角度取平均值。单点单次测量的偶然性太大,不足以代表真实精度。
ISO 230-1 提供了一个严谨的机床几何精度检验框架。理解它,是理解所有机床精度检验的基础——ISO 230 系列后面的各个部分(定位精度、热效应、振动等)都建立在这个总纲之上。