
23
2026.5
作者
23
阅读量
振纹是精加工表面出现的规律性波纹,其本质是"机床-刀具-工件-夹具"工艺系统稳定性不足的外在表现,会在零件内部埋下疲劳断裂的隐患。以下是一套"五步优先检查法",按顺序排查可快速定位振源。
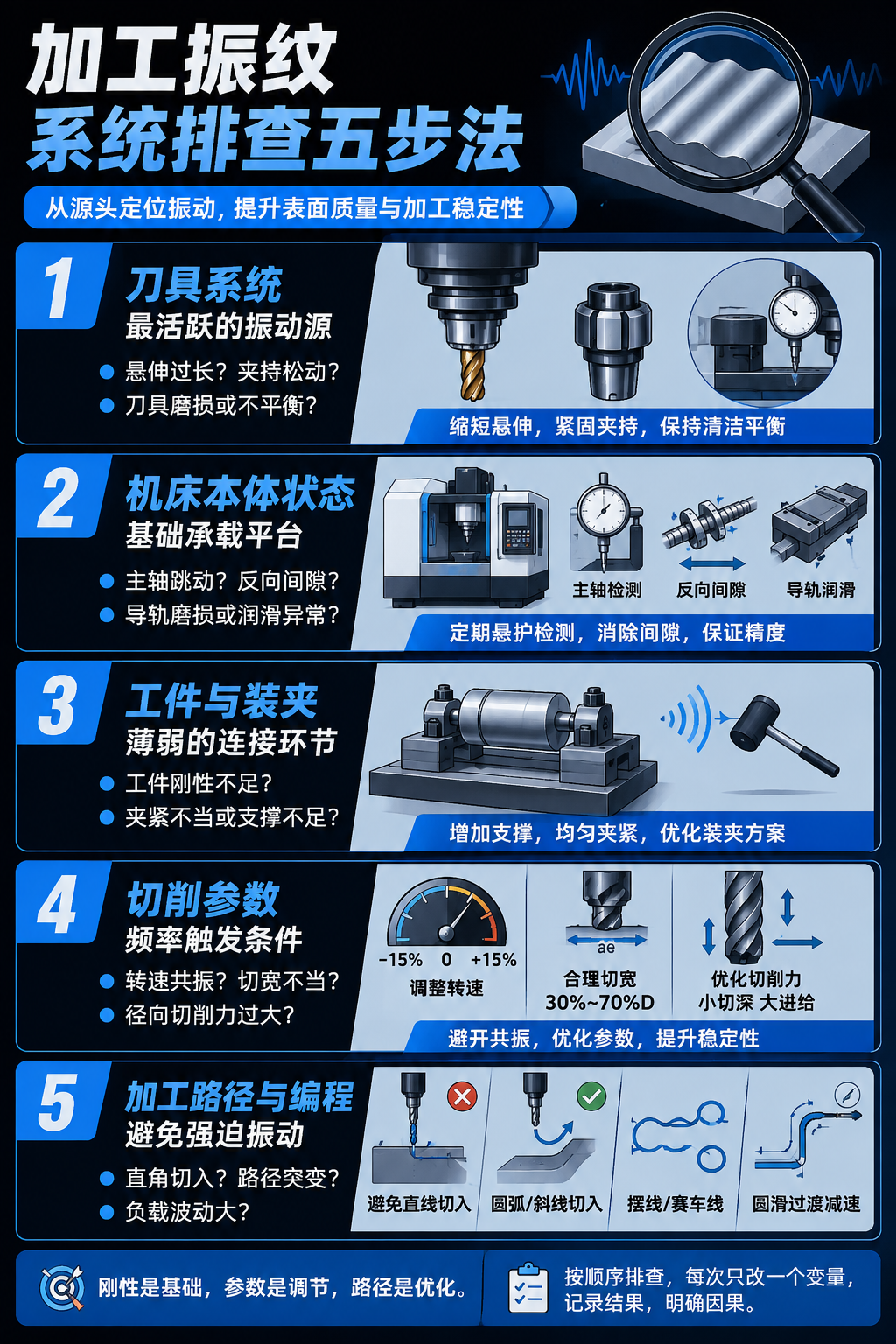
一、检查刀具系统
为什么优先查这里? 刀具是直接与工件作用的终端,其刚性和动平衡对系统稳定性影响最大,调整也最快见效。
具体怎么查?
悬伸量:测量刀尖到刀柄夹持端的距离。精加工悬伸是否超过刀杆直径的3倍?粗加工是否超过4倍?
刀柄与夹持:拉钉是否按规定扭矩拧紧?刀柄锥面有无划伤、污垢?弹簧筒夹夹持孔是否磨损发亮、有无偏心?
刀具自身状态:刀杆是否存在微弯曲?刀片底面与刀槽是否清洁贴合?压紧螺钉是否紧固?
根除策略:
不惜一切代价缩短悬伸,这是提升系统刚性最直接的手段。
升级为液压刀柄或热胀刀柄,其夹持精度和阻尼特性远优于普通筒夹。
建立刀柄定期清洁与检测制度,杜绝因配合面污染引入的微幅振动。
二、检查机床本体状态
为什么重要? 机床是振动的承载平台。导轨磨损、丝杠间隙、主轴轴承游隙会直接产生低频强迫振动,并削弱系统阻尼,让振动难以衰减。
具体怎么查?
主轴状态:架百分表打主轴锥孔,检查径向跳动和轴向窜动是否在机床精度验收标准内。
反向间隙:用千分表检测X/Y/Z轴的反向差值,超出补偿范围则意味着丝杠或轴承磨损。
导轨与丝杠润滑:观察导轨油膜是否均匀,运行中是否有异常摩擦声或爬行感。
根除策略:
严格执行机床年度精度检测和预防性维护计划,不以"老机床"为由放任。
及时调整丝杠预紧和反向间隙补偿参数,恢复伺服刚性。
对于旧设备,工艺设计时需预留精度裕度,避免挑战其物理极限。
三、检查工件与装夹
为什么关键? 工件刚性不足或装夹不牢,会成为一个巨大的"振动放大器"。这在薄壁件、细长轴类零件上尤为突出,轻微的切削力即可激发结构共振。
具体怎么查?
工件结构刚性:是否为薄壁壳体、细长轴?是否已因材料去除过多而刚性显著下降?
夹具与压板:夹紧点是否对称均匀?支撑点是否合理,是否存在"过定位"导致工件翘曲,或"欠支撑"导致悬空?
固有频率判断:用铜棒轻敲工件,听声音是否低沉、余音绵长,这通常意味着固有频率较低,易被激起共振。
根除策略:
增加辅助支撑,如中心架、跟刀架、可调千斤顶或定制随动支撑工装。
优化夹持点布局,采用多点均匀夹持,避免单点死压。可选用低熔点合金、真空吸盘等填充式辅助装夹。
通过改变切削顺序(对称加工、分层交替加工)来主动释放和平衡内应力。
四、检查切削参数
为什么是排查重点? 特定的转速会恰好激发系统或工件的某一阶固有频率,产生强烈共振。不合理的径向切宽与切深组合,则会直接引发自激颤振。
具体怎么查?
"共振转速"嫌疑:当前主轴转速是否长期固定不变?将转速微调±10%-15%,观察振纹是否明显变化或消失。
切宽与刀具直径比:侧铣时,径向切深ae是否处于刀具直径的30%-70%这一敏感区间?
切削力方向:径向切削力是否占据主导?这通常会导致刀具弯曲振动,留下规律性振纹。
根除策略:
变速切削:主动偏离共振转速,寻找稳定切削的转速窗口。
调整径向切宽:尝试减小或增大ae,打破原有的激振模式。采用不对称铣削,改变切削力方向。
对于易颤振工序,采用小切深、大进给的切削策略,将激振力主方向转为轴向,提升稳定极限。
五、检查加工路径与编程策略
为什么不能忽视? 直角垂直切入、全刃宽满刀切削、单调的往复路径,都会产生周期性冲击载荷,是强迫振动和颤振的共同诱因。
具体怎么查?
切入切出方式:程序是否直接垂直扎入实体材料?
路径连续性:拐角处是否有突然的方向改变和速度突变?
载荷均匀性:刀轨是否出现切削弧长的剧烈波动,导致负载忽大忽小?
根除策略:
强制使用圆弧或斜线切入,禁止直线垂直切入工件。
采用摆线铣削、赛车线等高速加工策略,保持切削载荷恒定,避免瞬时过载冲击。
在路径所有拐角处设置圆滑过渡和自动减速功能,消除方向突变带来的惯性力冲击。
振纹的根源在这五个环节:刚性是基础,参数是调节,路径是优化。 处理时按本文顺序从刀具查到编程,记录每一步发现;调整时每次只改变一个变量,明确因果。可利用振动诊断工具将现场音频或视频上传进行辅助分析。