
22
2026.5
作者
22
阅读量
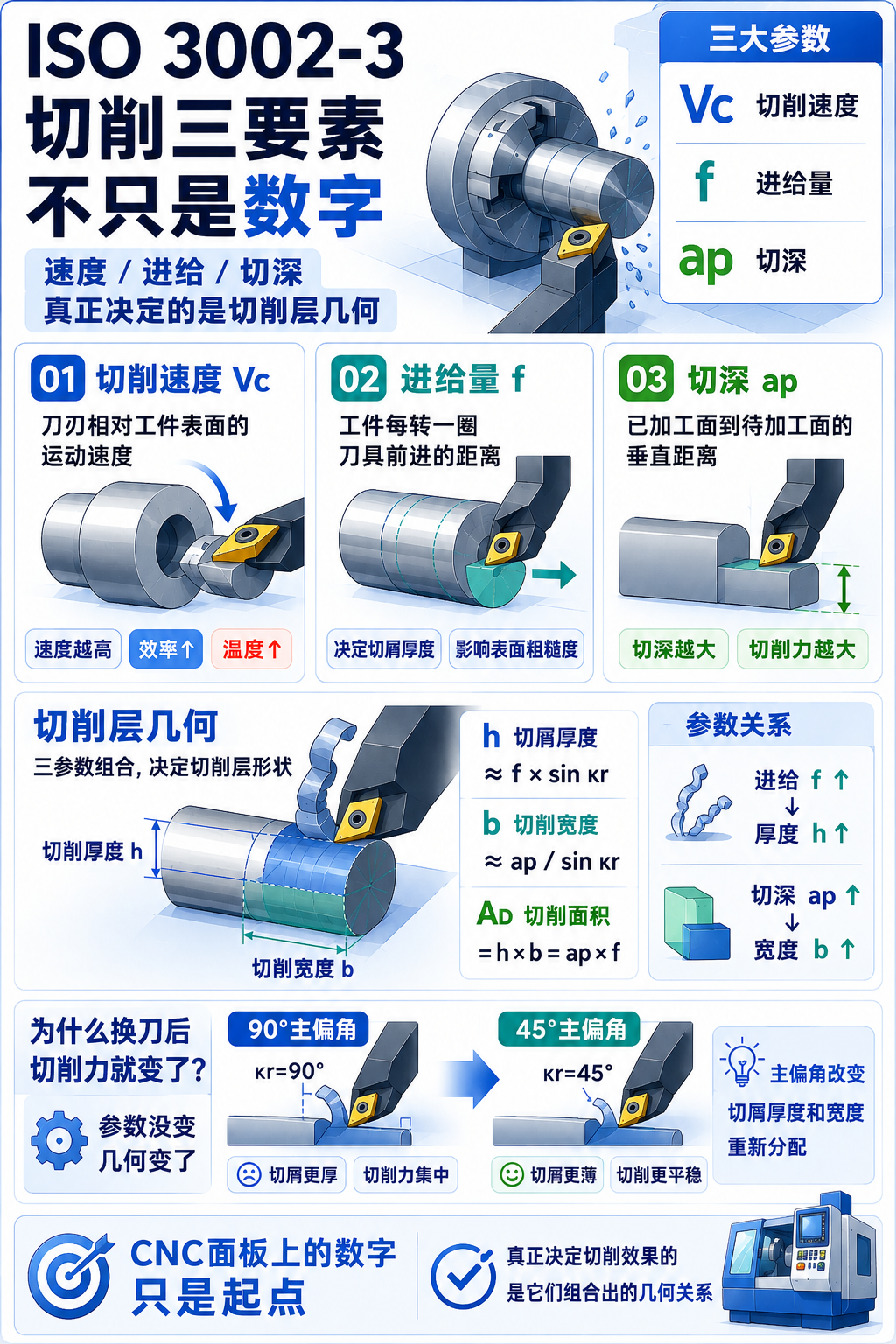
每个操机的师傅每天都要跟转速(S)、进给(F)、切深(P)打交道。但在 ISO 3002-3 的视角里,这三个参数不是孤立的数字——它们共同决定了切削层的几何形状,而这个形状直接影响了切削力、温度和刀具寿命。
一、三个基本量
切削速度 vc — 切削刃相对于工件表面的瞬时速度。单位 m/min。车外圆时就是工件直径 × π × 转速。速度越高切削效率越高,但温度也越高,刀具磨损加快。
进给量 f — 工件每转一圈,刀具沿进给方向移动的距离。单位 mm/r。进给量决定了切屑厚度,也是影响表面粗糙度的关键因素。
背吃刀量 ap — 也叫切削深度,是已加工表面和待加工表面之间的垂直距离。单位 mm。它决定了切削层的宽度,主要影响切削力的大小。
二、切削层几何
把这三个参数结合起来看,能得到切削层的截面形状。这才是 ISO 3002-3 的核心关注点。
:垂直于切削刃方向测量的切屑厚度。在车削中大致等于进给量 × 的正弦值(h = f × sin κᵣ)。偏角越小,切屑越薄。
:平行于切削刃方向测量的切削层宽度。大致等于背吃刀量 ÷ 主偏角的正弦值(b = ap / sin κᵣ)。
:切削厚度 × 切削宽度 = 背吃刀量 × 进给量。这就是刀具每转一圈从工件上切下来的材料横截面积。
公式列出来看着复杂,实际记住一条就够了:同样一把刀,主偏角变了,切屑的形状和厚度也跟着变,即使 S、F、P 没动。
三、这个 ISO 3002-3 有什么用?
现场调参数时经常遇到这种情况:换个刀片(主偏角从 90° 换成 45°),感觉切削力变了,但S、F、P明明没改。
原因就在切削层几何上。主偏角变了,虽然进给和切深没变,但切屑厚度和宽度重新分配了——切削力的方向和大小自然跟着变。
ISO 3002-3 把这些关系标准化了。不需要每次拿计算器算三角函数,但得知道:面板上的三个数字只是起点,真正决定切削效果的是它们组合出来的几何参数。