
22
2026.5
作者
32
阅读量
一件阀体密封面精加工时,首刀光洁度尚可,修整尺寸再走一刀,刀具却剧烈磨损,工件表面随即浮现一层难以去除的亮白硬层。用更锋利的刀片去切,却发现这层硬皮比刀还硬。
这并非魔法,而是加工硬化——一种由不当工艺触发的材料自我保护机制。揭开这层“铠甲”的锻造秘密,才能让它从一开始就无法形成。
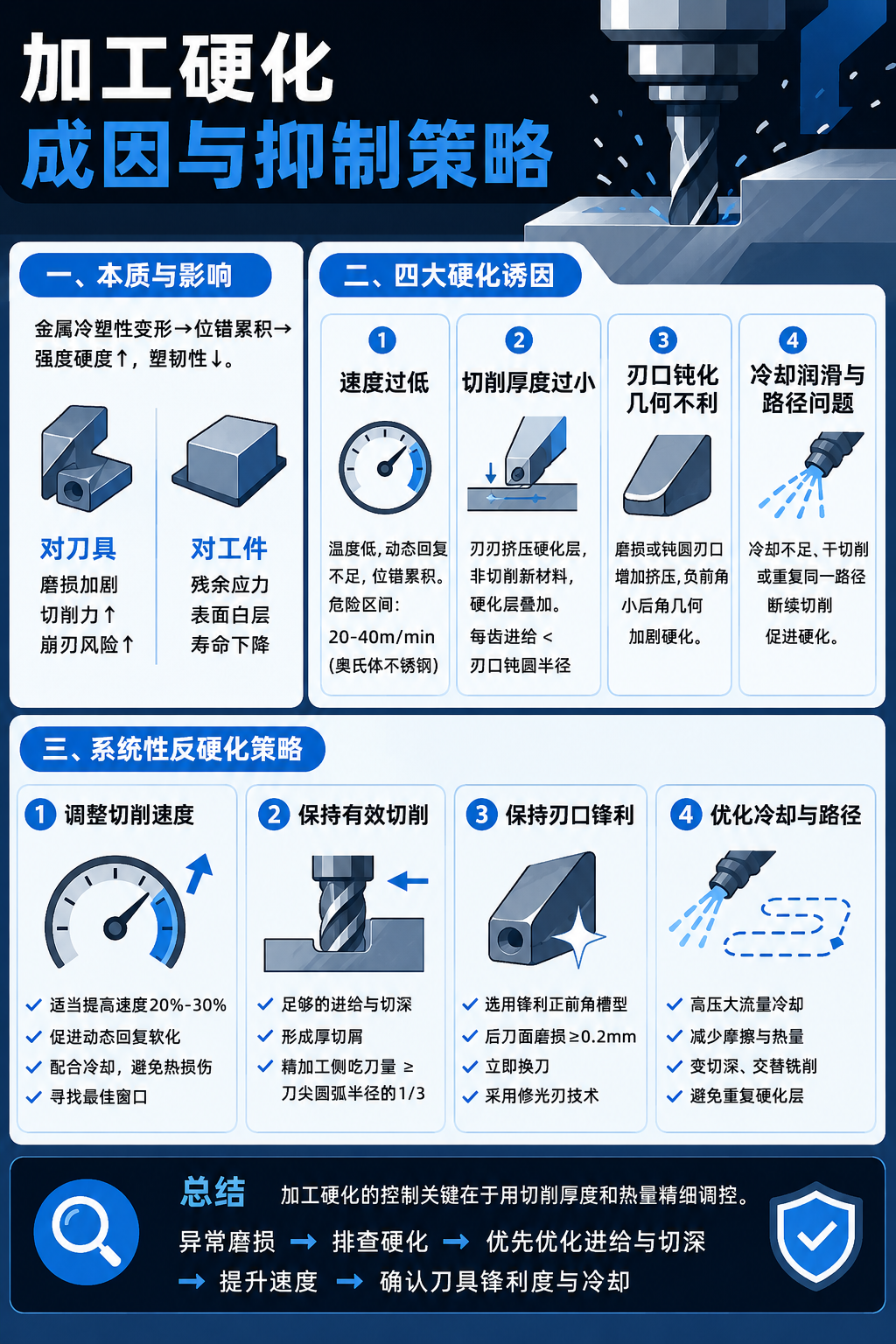
一、加工硬化的本质与影响
加工硬化的本质,是金属在室温或较低温度下发生塑性变形时,内部位错密度急剧增加并相互缠结,导致强度和硬度上升,塑性和韧性下降。它是一种冷作硬化现象,与焊接或热处理中因相变产生的热影响区有根本区别。
对刀具:硬化层硬度可接近甚至超过刀具基体,造成剧烈磨粒磨损,切削力激增,崩刃风险陡升。
对工件:形成残余应力,诱发变形;表面产生白层等变质层,严重降低疲劳寿命和耐腐蚀性。
二、硬化是如何形成的?四大工艺诱因分析
诱因一:过低或不匹配的切削速度
切削速度决定了切削区的温度。速度过低时,产生的热量不足以引发材料的动态回复或再结晶,变形以纯粹的冷加工形式进行,位错大量累积,硬化层迅速形成。
典型场景:担心过热而过分保守地降低不锈钢车削速度;粗加工高温合金时使用过低的铣削转速。对于奥氏体不锈钢,20-40m/min往往是硬化最严重的危险速度区间。
诱因二:过小的切削厚度
切屑过薄,意味着切削刃主要在已变形区域——即上一次走刀形成的硬化层——上进行挤压和犁耕,而非真正切削新鲜材料。这造成硬化层叠加效应,材料越切越硬。
典型场景:精加工时采用过小的步距进行铣削;车削时用过小的进给率光整。当每齿进给量小于刃口钝圆半径时,切削行为已从剪切蜕变为推挤。
诱因三:钝化的切削刃与不利的刀具几何
磨损或本就钝圆的刃口,会极大增加对工件的挤压成分,加剧塑性变形。负前角、小后角等"强固但不够锋利"的几何,同样助长此效应。对于易硬化材料,钝刀就是硬化层的最佳制造工具。
典型场景:使用已磨损的刀片进行精加工;为追求强度而在精加工奥氏体不锈钢时选用负前角槽型。此时刀具对材料的"推挤比"远大于"剪切比"。
诱因四:冷却润滑与工艺路径问题
冷却不足时,局部温升虽可能略微缓解硬化,但更会导致材料粘焊和热应力问题;干切削或润滑不充分,在某些材料上会明确加剧冷作硬化。此外,重复在同一路径上小切深铣削、恶劣的断续切削,都会促进硬化层的形成。
典型场景:干铣削钛合金;对薄壁件进行反复、对称的铣削,使硬化层在工件表面逐层累积。
三、系统性反硬化工艺设计指南
策略一:调整切削速度
对于易硬化材料,适当提高切削速度,利用切削热促进材料动态回复而软化,但必须配合有效冷却带走多余热量,避免热损伤。可在机床刚性允许下,将速度提升20%-30%,观察刀具寿命和表面质量的变化趋势,找到硬化消退而热损伤未至的窗口。
策略二:保持有效切削
确保每齿进给量和切深足以使刀刃切入材料本体,形成足够厚的切屑,将变形区和热量大部分随切屑带走。一个可参考的经验法则:精加工时,侧吃刀量不应小于刀尖圆弧半径的1/3,避免刀刃仅在硬化层上摩擦。
策略三:保持刃口锋利
优先选用锋利、经过精细刃口处理的正前角槽型。保持刀刃绝对锐利,一旦后刀面磨损达到0.2mm,立即换刀。可考虑采用锋利的修光刃技术,在保证光洁度的同时,以真正的剪切方式去除材料,从根本上抑制硬化。
策略四:优化冷却与路径
对于极易硬化的材料,优先采用高压大流量冷却液,确保其穿透切削区,同时起到冷却和减少摩擦的双重作用。在编程路径上,避免刀具总是在同一硬化层上工作——可采用变切深、交替铣削策略,使刀刃每次切入都面对相对新鲜的材质。
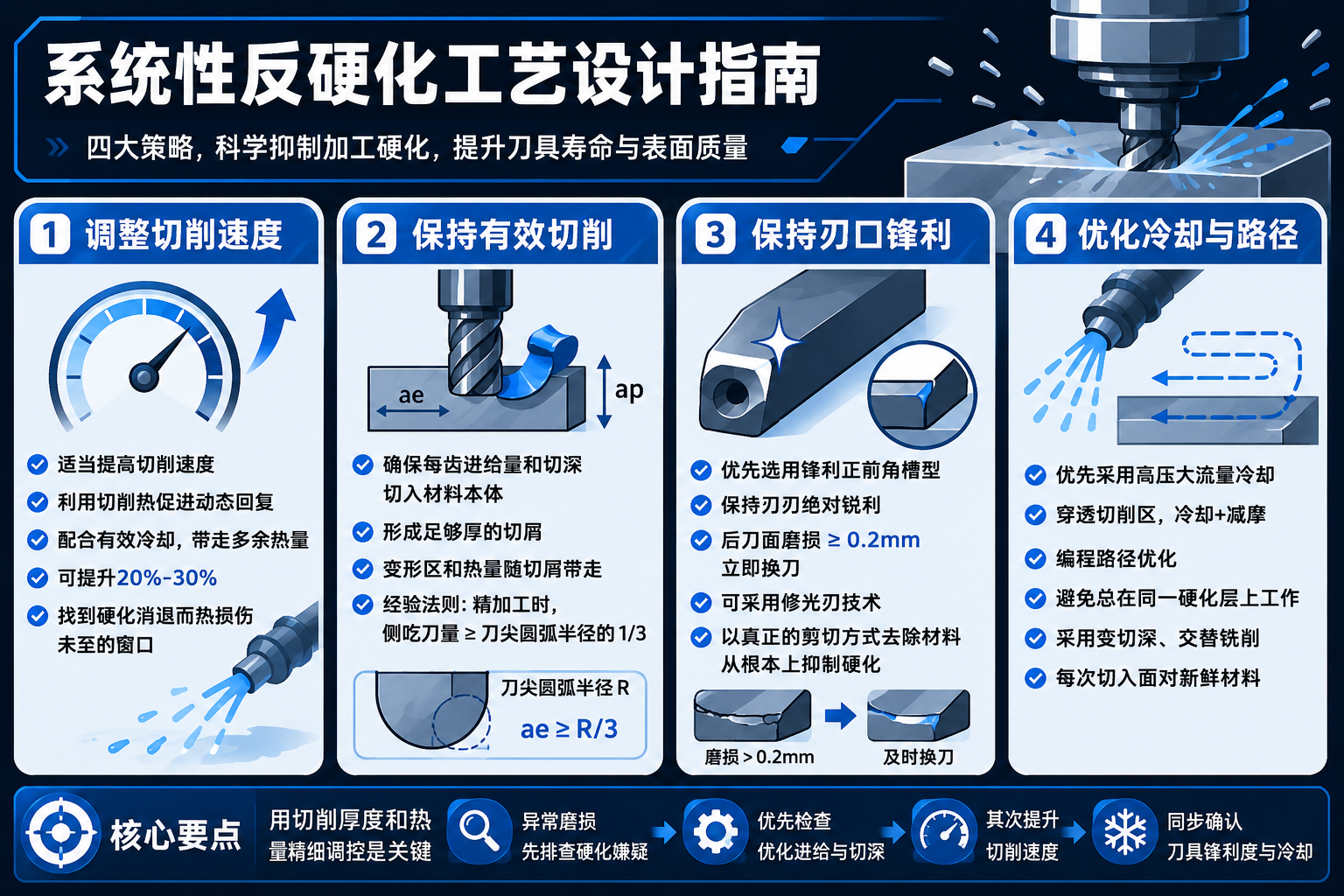
加工硬化的控制关键在于用切削厚度和热量进行精细调控。遇到异常磨损时,先排查硬化嫌疑;调整顺序上,优先检查优化进给量与切深,其次考虑提升切削速度,并同步确认刀具锋利度与冷却。