
21
2026.5
作者
32
阅读量
一件精密偶件终检时,灯光下满布不规则发丝状划痕,光洁度仪读数剧烈跳动。更换新刀片、清洗机床、调整参数,划痕依旧如幽灵般挥之不去。
真正的真凶并非静止的刀具,而是一个在切削区动态生长、硬化、脱落的“活体”——积屑瘤。它像一把不断改变形状的粗糙“第二刀刃”,在无人察觉时反复划伤已加工表面。

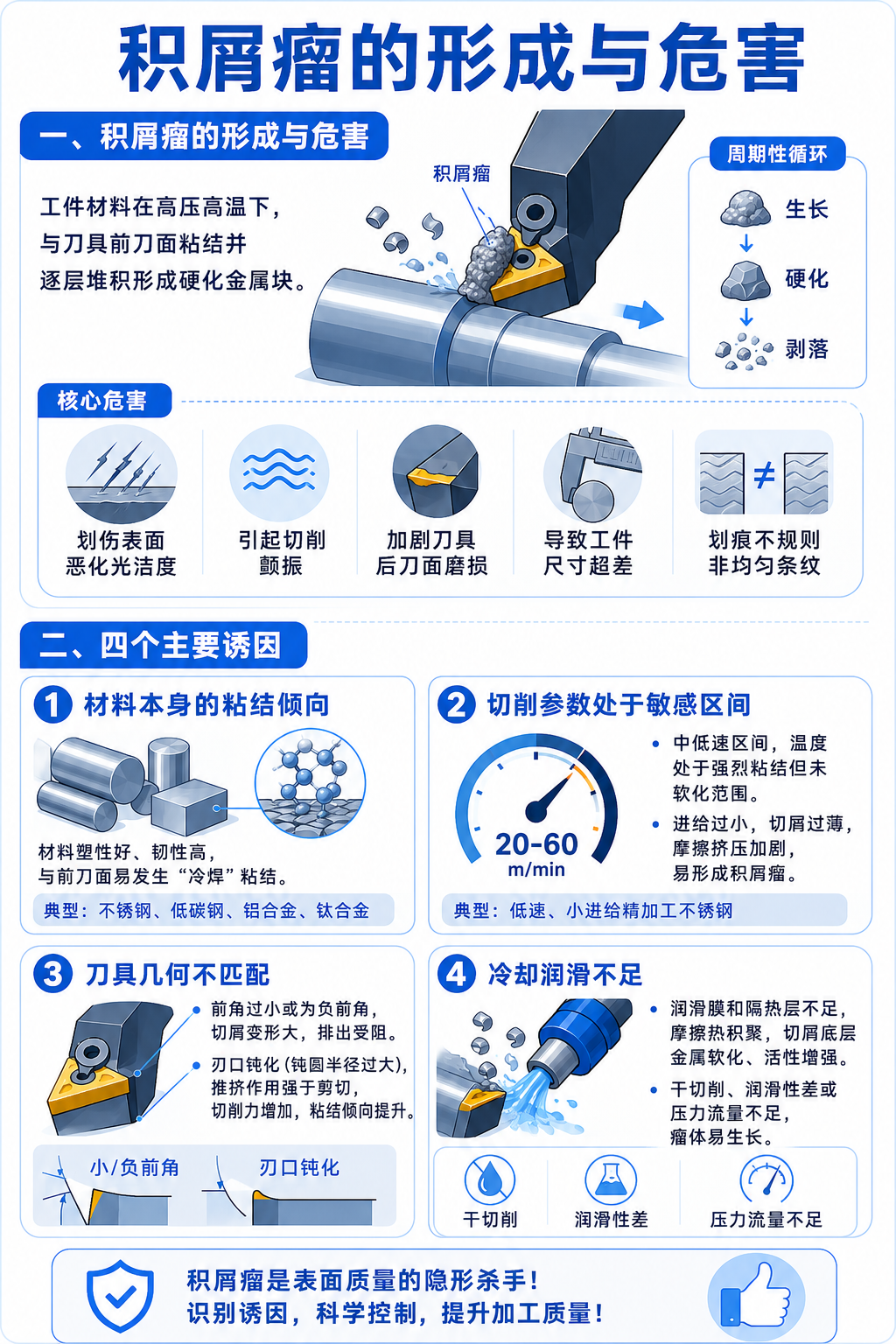
一、积屑瘤的形成与危害
积屑瘤的本质,是工件材料在高压高温下,与刀具前刀面发生剧烈摩擦后,部分材料粘结并逐层堆积形成的硬化金属块。
它在极短时间内可暂时覆盖刃口,分担部分切削热和摩擦,但因其结构极不稳定,周期性地生长、硬化、剥落。脱落的碎片被卷入已加工表面,造成划伤;残存的瘤体则改变了实际切削角度,引发振动和尺寸失控。
积屑瘤带来的核心危害集中而明确:划伤已加工表面、恶化光洁度、引起切削颤振、加剧刀具后刀面磨损、导致工件尺寸超差。它与正常刀具磨损的显著区别在于:划痕呈现不规则、断续的分布,而非沿进给方向的均匀条纹。
二、四个主要诱因
诱因一:材料本身的粘结倾向
加工塑性好、韧性高的材料时,切屑不易断裂,与刀具前刀面的接触面积大、亲和性强。在高压下,切屑底层金属与前刀面发生类似"冷焊"的微观粘结,成为积屑瘤的种子。
典型材料包括奥氏体不锈钢、低碳钢、铝合金、钛合金。典型场景如车削304不锈钢光亮棒料,或铣削6061铝合金型材,积屑瘤的发生概率远高于加工易断屑的铸铁或高碳钢。
诱因二:切削参数处于敏感区间
切削温度和压力的组合,决定了切屑的粘结倾向。在中低切削速度区间——例如加工钢件时20-60m/min——切削温度恰好处于材料强烈粘结但尚未充分软化的范围,这是积屑瘤的高发区间。
同时,过小的进给量会形成极薄的切屑,导致切屑与前刀面摩擦和挤压加剧,瘤体更易形核并长大。用低速、小进给精加工不锈钢,实际上是在主动制造积屑瘤。
诱因三:刀具几何不匹配
刀具前刀面是积屑瘤的附着基础。前角过小或为负前角,会导致切屑变形剧烈,排出通道受阻,与刀具表面产生严重挤压。刃口钝化(钝圆半径过大)使推挤作用强于剪切,切削力陡增,也大幅提升了粘结倾向。
诱因四:冷却润滑不足
当切削区缺乏有效的润滑膜和隔热层时,摩擦热积聚导致切屑底层金属软化、活性增强,极易粘结。干切削、冷却液润滑性不足、或压力流量不足以穿透高压区,都会让积屑瘤毫无阻碍地生长。
三、系统性抑制方案
对策一:改变接触性质
升级涂层刀具:优先选用表面光滑、摩擦系数低的PVD涂层刀片,如TiAlN、AlCrN等,能有效降低切屑粘结倾向。
特种材质与润滑:加工铝合金时,金刚石涂层刀具或高润滑性油基冷却液,可从根本上抑制粘结。对不锈钢,可选择具有极压添加剂的配方。
对策二:跳出参数敏感区
果断提速:将切削速度提高到积屑瘤消失的临界速度以上,使切削温度进入材料软化区,切屑与刀具间的摩擦条件彻底改变。例如加工不锈钢,可尝试将线速度提升至80-120m/min以上。
适当增大进给:在工艺允许范围内,增加每转或每齿进给量,使切屑变厚,减小与前刀面的接触摩擦比例,瘤体难以稳定附着。
对策三:优化刀具几何
选用正前角锋利槽型:精加工时,大前角、锋利的断屑槽型是首选。它减小切屑变形,降低前刀面压力,使切屑流畅滑离。
保持刃口锐利:建立严格的刀具寿命管理,严禁使用已磨损的刀片进行精加工。微小的刃口损伤就是积屑瘤的附着起点。
对策四:强化冷却与冲刷
启用高压内冷:采用高压内冷刀具系统,使冷却液以高压射流形式直达切削区,同时起到冷却、润滑和机械冲刷瘤体的三重作用。
升级冷却液:针对难加工材料,使用高润滑性的半合成或全合成冷却液,在刀具-切屑界面形成坚韧的物理隔离膜。

积屑瘤是材料、参数、刀具、冷却四要素失衡的综合结果。诊断时,先看材料属性,再查参数是否落入"中低速、小进给"区间,接着检视刀具锋利度与前角,最后确认冷却是否切实抵达切削区。为每一种新材料、新工序建立基于这四要素的预防评审清单,积屑瘤便可得到有效控制。