
19
2026.5
作者
33
阅读量
一、带锯条几何参数
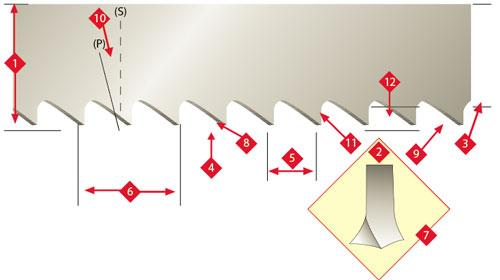
典型的带锯条包含多项几何特征参数:
齿宽:刀刃尖端与刀片背面之间的距离;齿厚:刀片厚度尺寸;齿距:从一个齿尖到下一个齿顶的距离;TPI:每英寸齿数;齿组:左右齿弯曲设计,为刀片通过切口提供间隙;齿面:形成切屑的齿表面;齿背:与齿面相对的齿倾斜表面;齿倾角:齿前角角度,从垂直于刀片背面的线测量齿面角度;齿槽:两个齿之间的弯曲区域。
二、刀片冲击机理分析
当刀片切割大面积连续固体材料时,初始冲击后齿上的应力在强度和方向上趋于一致,齿持续穿过切口,与金属保持接触。初次接触后不会产生额外冲击,因此齿切割材料时不会承受过大应力。此类应用中,刀片寿命和持续性能主要取决于刀片的耐磨性,而耐磨性在很大程度上取决于刀片硬度和齿的几何形状。
切割结构钢或型钢时,带锯条齿受到来自不同方向的多种力作用。例如切割钢管时,刀片需要切穿两个壁,导致齿在向前运动中受到刀片速度和向下进给压力的冲击作用。切割角钢、槽钢和工字钢等其他形状时,也会出现类似的冲击现象。
在切割型钢或管材时,每次通过的击打次数显著增加,这些反复冲击以及切割重型金属产生的应力是导致齿开裂的主要原因。制造车间中带锯条失效的首要原因是对锯条的反复冲击,而非过度使用。
三、材料匹配与刀片类型
大多数带锯条为双金属结构,由两种独立金属结合而成。双金属带锯由高速钢制成的齿通过多种方法结合到高强度碳钢基体上,这种结构使刀片在某些应用中比非双金属刀片具备更好的切割速度和耐用性。
双金属带锯条生产的技术进展是采用扩散焊接工艺替代电子束焊接,这种工艺使锯条更能抵抗齿剥离,能够承受约600℃的工作温度,可切割硬度为40-45HRC的材料。
部分双金属带锯条采用氮化钛等涂层,通常用于改善表面性能,使其更适合传统双金属或硬质合金刀片均无法正常工作的特定应用。双金属带锯条还可进行热处理,以获得刚性和强度的合理组合。
切割大量高镍合金钢时,建议选用硬质合金刀片。切削这些硬材料需要更多的剪切来形成切屑,从而在齿面产生大量热量。硬质合金相比高速钢具有更好的耐热性,因此硬质合金刀片比双金属刀片能够更长时间保持刀刃锋利,适用于切削镍基合金、哈氏合金和钛等材料。
四、刀片关键特性
理想的刀具应具备以下关键特性:
高温硬度:切削工具的硬度和强度必须在高温条件下保持稳定;韧性:防止碎裂或断裂的必要性能;耐磨性:在需要更换前达到可接受的工具寿命。
五、齿型与齿距优化选择
5.1 齿型选择
带锯条有多种齿型,各有其适用特点:
正常齿:直齿设计,具有较深齿槽用于排出切屑,采用直(零)前刀面,适用于一般金属切割。
钩齿:具有较深齿槽和间距较大的齿,齿槽设有10度底切面,有助于切入和良好切割,齿槽设计便于切屑卷曲,适用于切割较硬的有色合金、非金属、塑料和木材。
跳齿:与钩齿类似,特点是90度直齿设计,齿与齿槽连接处为锐角,用于破碎切屑,最适合软金属、有色金属、塑料和木材的切割。
5.2 齿距选择
齿距是一个齿尖与下一个齿尖之间的距离。切割较薄材料需要较细的齿距(更多齿),较厚材料需要较粗的齿距(更少齿)。建议切口中至少有三个齿同时参与切削,切口中保持6-12个齿为最佳状态。
恒定齿距刀片:从一个齿尖到下一个齿尖的距离、齿槽深度和前角在整个长度上保持一致,通常用于通用切割。
可变齿距刀片:具有不同的齿尺寸和齿槽深度,以减少切割结构、管道和固体材料时的噪音和振动。
六、常见问题预防
带锯使用中常见的问题之一是锯齿从锯片上脱落,通常是由于反复撞击材料导致刀片上的力过载造成的,尤其在切割结构形状和型钢时更为明显。
七、设备与操作因素
选择带锯条时,除锯条本身外还应考虑其他相关因素:
设备状况与类型:保持设备维护良好且无振动,将确保加工精度并延长刀片寿命。刀片磨损模式可能是需要调整车轮或导轨磨损的迹象。
冷却液:为切削应用选择正确的冷却液非常重要,选择合适的冷却液有助于改善切割效果,延长锯片寿命。
操作员技能:了解设备、操作和流程,以及在设备出现故障时能够排除故障,对于良好生产至关重要。关键技能包括:观察切割以确保向下进给正确,判断不同类型切割的操作方法,准确辨别切屑以确定刀片和设备是否正常工作,了解设备问题并进行相应处理。