
19
2026.5
作者
41
阅读量
一、高速铣削刀具设计要点
刀具振动对加工表面质量具有直接影响,因此在高速铣(HSM)精加工过程中,保持均匀的切削力特性、避免刀具振动是重要的技术要求。
良好的同轴度有利于切削刃上负载的均匀分布;较大的切削刃重叠量有利于获得均匀的切削力特性,可通过较大螺旋角和较多槽数实现;较短的切削长度有利于获得较好的刚性;优化的芯部横截面设计可使槽口处的应力集中最小化。
高速铣削可用于加工高强度材料,随着待加工材料硬度的增加,抗变形能力相应增大,切削刃上的负载也随之增加,要求对切削刃的几何形状进行稳定化设计。
高速切削状态下,工件表面自由区域将产生较多摩擦热,因此需要适当减小刀具的间隙角。增加切削刃稳定性可通过减小斜角的方式实现,在材料硬度较高、刀具材料较脆的情况下,甚至可采用负斜角设计。
刀刃尖部需磨削精确配合的半径,以避免突然受热达到红热状态或造成切削刃局部断裂。对于加工工件形状精度要求较高的场合,精加工刀具的球部半径对工件形状精度有直接影响,因此在精密零件精加工过程中,建议使用具有严格半径公差(微米级)的刀具。

二、刀具材料与涂层选择
刀具材料选择遵循的基本原则是:所用刀具材料的硬度必须高于待加工材料的硬度。工件材料与刀具材料之间的硬度差越大,刀具磨损越小,使用寿命越长。
由于切削过程中局部温度较高,还需保证刀具材料具备良好的抗氧化性能。较大的热负载波动和对刀具材料抗氧化性的要求,使得精细颗粒硬质合金刀具成为涂层的理想基材。
经过实践验证的涂层系统,如TiN、TiCN和TiAlCN,在HSM加工中能够体现出良好的高速加工性能。在此基础上,基于高铝含量氮化物、结合钇、钒或钽等其他元素的多成分涂层系统也得到开发。采用纳米层结构、CBN和PKD材料,还可实现更高的加工性能。
三、HSK刀柄系统技术优势
由于HSM加工需要较高的主轴转速,建议采用HSK-A和HSK-E刀柄系统。刀柄法兰安装在主轴头上,使刀柄在Z方向上具有明确的机械支撑,因此在较高转速条件下,不会因离心力增大而进入主轴内部。
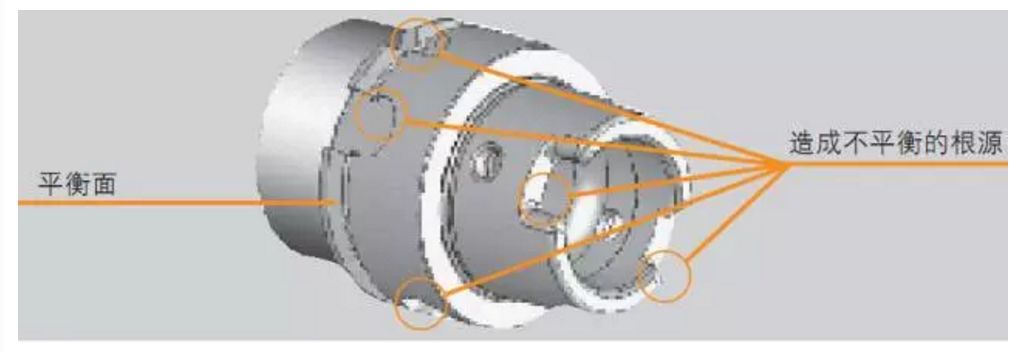
四、动平衡与同轴度控制
加工准备阶段的基础误差可能导致振动产生,使稳定的过程控制难以实现。要实现稳定的HSM加工,按照要求对刀具和刀柄装置进行动平衡并检查其同轴度是至关重要的,同时还需考虑与动平衡质量相关的旋转速度极限。
动平衡不良或同轴度偏差的旋转刀具系统将导致以下问题:表面质量下降、刀具使用寿命降低、加工稳定性和安全性变差,严重时还可能造成铣削主轴损坏。
动平衡质量对整个旋转系统的动态性能具有重要影响。不平衡状态相当于存在一个偏心物体在旋转,该偏心物体引发的离心力随转速增加呈平方关系增大。相同的不平衡量在42,000rpm主轴上引发的离心力是2,000rpm主轴的441倍。因此,高速加工中刀具刀柄装置的不平衡性会产生尤为明显的不良后果。对于表面质量要求较高的加工场合,建议使用HSK-E接口。
五、刀具夹持技术应用
HSM加工中可采用的刀具夹持技术主要包括:
夹头刀柄:带夹头的刀柄具备良好的阻尼特性,对粗加工过程具有积极效果,可实现较高的刚性和重复精度,这对于获得理想的工件表面质量至关重要。
热缩刀柄:热缩式连接可实现非常精确的同轴度(偏差低于0.003mm),并能够传递较大的扭矩。
不建议使用Weldon连接器等替代系统,这类系统在HSM加工中存在较为明显的缺陷。