
28
2026.5
作者
3
阅读量
刀柄是连接切削刀具与机床主轴的关键接口,其状态直接影响刀具寿命和切削过程的可靠性。刀柄失效会导致加工质量下降、刀具损耗增加、生产效率降低等一系列问题。了解刀柄失效原因并做好预防性保养,对保障生产稳定运行具有重要意义。

一、刀柄典型失效形式
实际生产中,刀柄主要有以下几种失效形式:
• 切屑缠绕造成的刀柄表面磨损
• 断续切削力引起的表面疲劳
• 切削力导致的刀柄变形
• 切削热引起的材料结构相变
• 刀柄氧化和腐蚀
• 备件及连接表面的磨损
二、刀柄更换时机判断
及时更换磨损的刀柄是保证加工质量的前提,可从以下几个方面进行检查:
1. 机床主轴与ATC检查
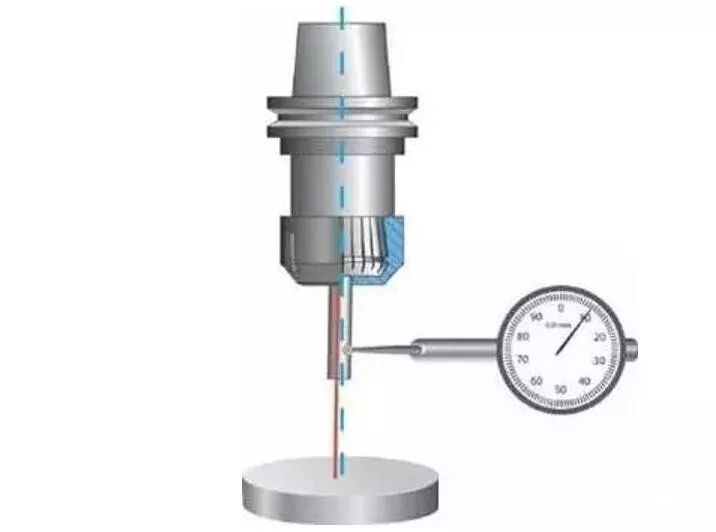
主轴磨损会导致跳动问题,影响刀柄定位精度,降低加工质量和效率。可通过检查T.I.R.(径向跳动)来评估主轴状态。
自动换刀装置(ATC)的对准精度同样重要,如果ATC夹持不良,会对主轴和刀柄造成损伤,显著降低刀具性能和使用寿命。
2. 刀柄磨损评估
磨损的刀柄无法提供良好的定位精度,会加速刀具磨损,导致加工表面质量下降,严重时还会损伤机床主轴。
3. 锥面与微动磨损检查
定位锥面的磨损或损坏会直接影响加工精度,锥面存在缺陷时应及时更换刀柄。锥面上出现明显痕迹时,可能发生了微动磨损。
微动磨损是刀柄与主轴锥面配合不良,两个刚性部件相互摩擦产生的,会引起振动和发热。锥面上出现铜色凹点或痕迹是微动磨损的典型特征,这种情况常被误认为是氧化。出现明显的微动磨损时,刀柄应予以更换。如果新刀柄很快出现微动磨损或粘在主轴中,说明主轴锥面需要重新研磨。
磨损的锥面会导致刀柄插入主轴时产生偏心定位,即所谓的"跳动"。跳动会引起刀具过早磨损失效,产生过度振动导致表面粗糙度变差,还会造成主轴发热和轴承损坏。一般来说,每0.02mm的跳动会使刀具寿命减少约10%。

4. 衬套与弹簧夹头检查
衬套通过特殊槽纹结构夹紧刀具,磨损速度通常比夹头更快。磨损的衬套会导致刀具失效,磨损明显时应及时更换,以保证刀柄总成的精度和性能。
衬套内外径的任何损伤都需要更换。刀具在衬套内旋转造成的损伤痕迹会降低夹紧力和定位精度。

三、预防性保养措施
做好预防性保养可以显著延长刀柄使用寿命,主要包括以下方面:
1. 日常防锈处理
刀柄闲置时,应擦拭干净并喷涂防锈涂层。重新使用前,需将防锈油擦除。切削液应保持正确浓度,既能起到冷却作用,也有助于预防刀柄生锈。
金属材质的刀柄如果处理不当容易生锈或产生凹坑。磨损或损坏的刀柄在状态良好的主轴上使用,会造成主轴过早失效。
2. 主轴拉钉检查
主轴拉钉是维持刀柄与主轴连接的关键部件,出现问题可能导致刀柄飞出主轴,造成安全事故。部分拉钉为空心设计,用于冷却液流通。
应定期检查拉钉的磨损、裂纹及其他损坏迹象,有缺陷的拉钉必须及时更换。
3. 清洁环境维护
刀柄工作在微米级公差范围内,主轴、刀柄锥面、夹紧系统上的任何污垢、灰尘、切屑等污染物都会影响T.I.R.精度,导致刀具、刀柄、主轴过早磨损。建议定期清洗检查主轴和刀柄。
定期检查刀柄总成的T.I.R.可以及时发现磨损问题。使用专用工具正确组装刀柄,有助于保障生产安全和刀具寿命。

四、刀柄保养实用准则
以下是刀柄保养的10条实用准则:
1. 定期清洁所有配件、刀柄和主轴,闲置时涂油防锈
2. 定期拆卸Graflex或Capto总成进行清洗检查
3. 在清洁干燥的环境中储存刀柄
4. 目视检查刀柄磨损痕迹及各配件状态,必要时更换
5. 使用专用安装拆卸设备,如Tool Boy卸刀器
6. 螺钉拧紧不超过规定扭矩,无扭矩扳手时不进行夹紧
7. 液压夹紧系统不超过推荐螺杆转速,定期校准压力
8. 避免夹具过热
9. 严格遵照刀具使用说明操作
10. 使用Steadyline刀柄时,不超过最高转速,工作温度不超过80℃
合理保养和使用刀柄,是提高机床生产效率、减少停机时间、降低不合格品率的经济有效方式。虽然刀柄成本在加工总成本中占比不大,但对整体生产率和成本效益有着重要影响。