
28
2026.5
作者
3
阅读量
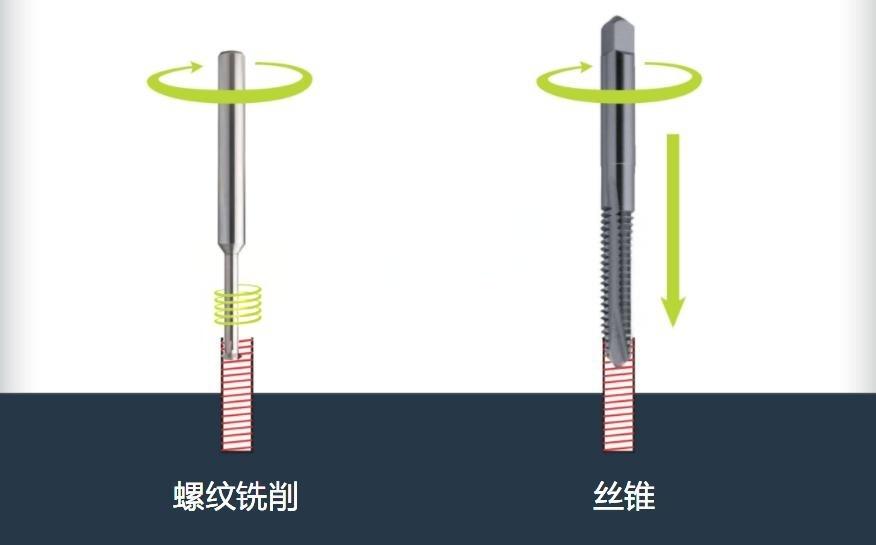
螺纹孔是机械加工中最常见的特征之一。目前主流的加工方式主要有丝锥攻丝和螺纹铣削两种。不同加工方式各有特点,选择合适的工艺对保证加工质量和效率至关重要。以下从多个维度对两种加工方式进行对比分析。
一、加工稳定性对比
在钛合金、高温合金、高硬度材料等难加工材料上加工螺纹时,丝锥由于切削力大,容易发生扭曲甚至折断在零件中。对于长切屑材料,排屑不畅还会导致切屑缠绕或堵塞孔口,造成丝锥崩刃或断裂。取出断丝锥不仅耗时费力,还存在损坏零件的风险。
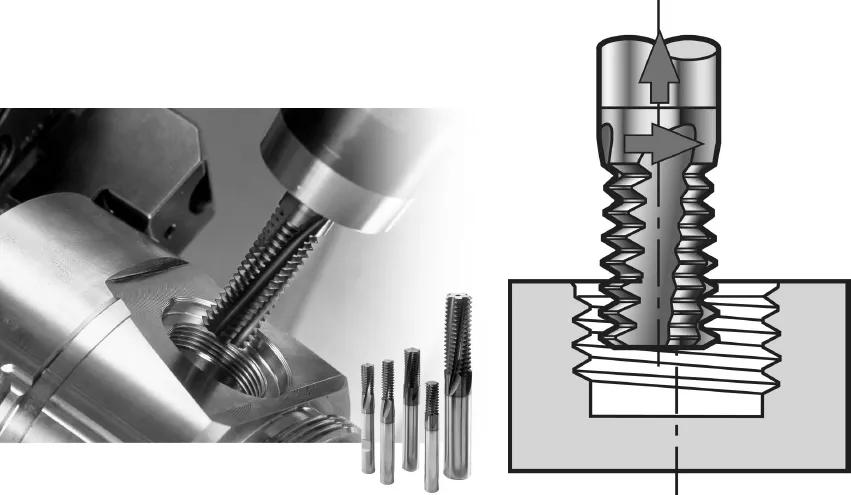
螺纹铣刀采用逐渐切入的方式,切削力相对较小,断刀概率低,且切屑呈粉末状。即使发生断刀,由于铣刀直径小于螺纹孔,也能轻松取出断裂部分,不会损伤零件。

二、加工材料适应性
螺纹铣削的切削条件更优,可适应的材料范围更广,对于HRC65°的高硬钢、钛合金、镍基合金等难加工材料,都能实现较好的加工效果。对于传统攻丝难以加工的材料,螺纹铣削往往能提供可行的解决方案。
三、加工精度与表面质量
螺纹铣削通常采用高速切削,切屑呈粉末状,不易产生缠屑问题,因此加工精度和表面光洁度通常优于传统攻丝方式。螺纹铣削通过刀具高速旋转和主轴插补完成加工,排屑顺畅,属于断屑切削方式。
此外,螺纹铣削可以避免丝锥退刀时产生的回转线痕迹,这对于密封要求高的应用场景尤为重要。螺纹铣削也不易产生粘屑现象,对机床功率的要求相对较低。
四、应用范围灵活性
螺纹铣刀的应用范围更加灵活:同一把刀具可加工左旋和右旋螺纹;螺距相同时,不同直径的螺纹可使用同一把刀具;同一把铣刀适用于盲孔和通孔加工;对于W、BSPT、PG、NPT、NPTF、NPSF等各种螺纹标准,内螺纹和外螺纹都可以使用同一把刀具加工。
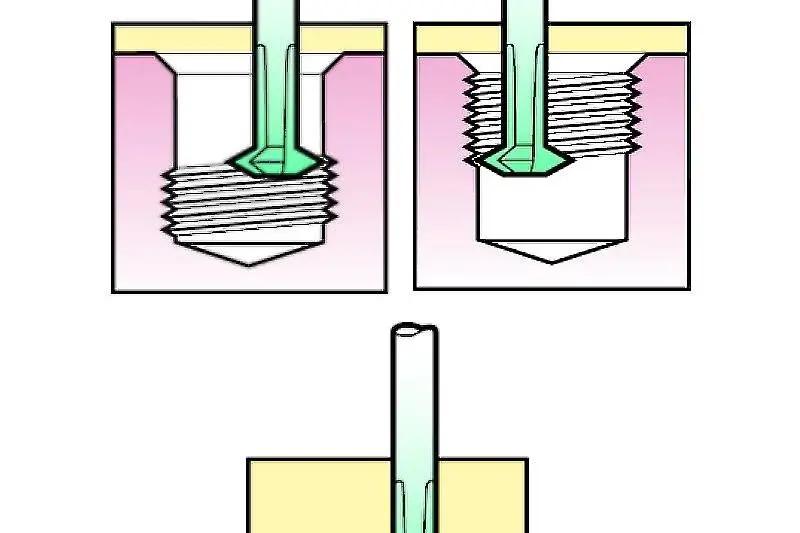
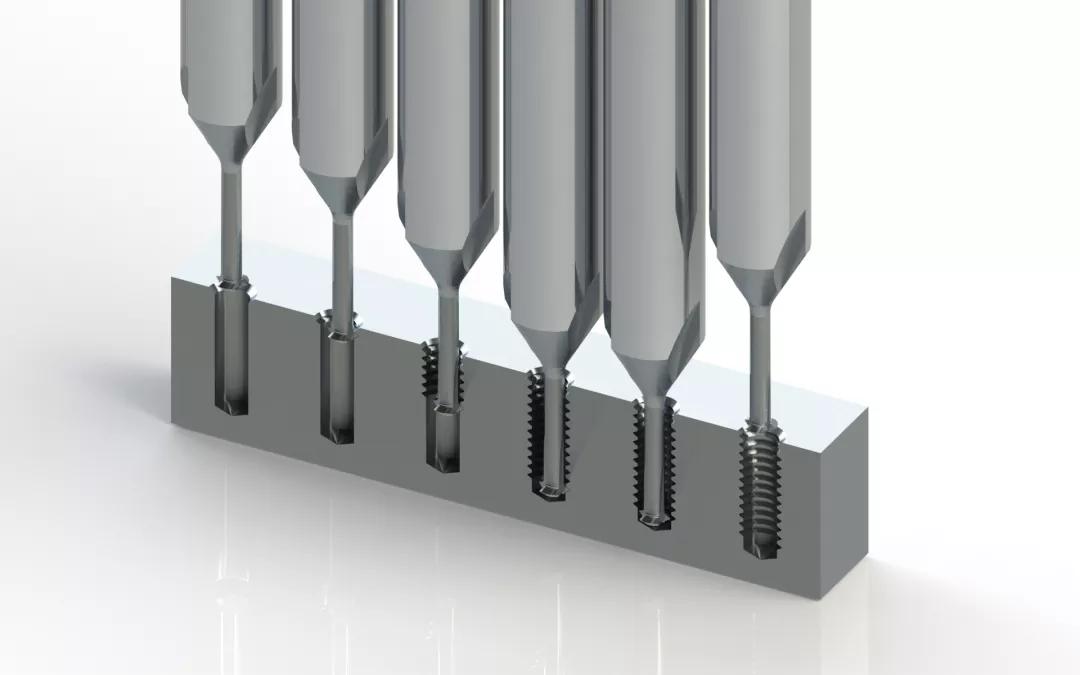
五、盲孔加工优势
盲孔加工中,螺纹铣削可以在孔底形成完整的螺纹轮廓。而丝锥攻丝通常需要钻得更深,因为丝锥要到第三个螺牙才能形成完整的螺纹。采用螺纹铣削不需要为了保证有效螺纹深度而额外增加孔深,有利于结构设计优化。
六、对机床主轴的影响
与丝锥加工相比,螺纹铣削不需要主轴在加工到底部时急停和反转,这有助于延长机床主轴的使用寿命,减少主轴损耗。
七、加工效率表现
大批量加工时,丝锥受限于切削速度以及退刀反转,效率提升空间有限。螺纹铣刀本身铣削速度较高,加上多刀槽设计增加了切削刃数量,进给速度可以大幅提升。对于长螺纹加工,还可以选用更长刀刃的刀片来减少轴向进给距离,进一步提高加工效率。
八、去毛刺一体化
部分品牌的螺纹铣刀可以实现螺纹加工和去毛刺一次完成,无需额外的去毛刺工序,节省加工时间和人工成本。
螺纹铣刀使用灵活,同一把刀具可适应多种工况。当零件上有多个同螺距不同直径的螺纹孔时,螺纹铣刀只需修改加工程序即可完成所有螺纹加工,节省了刀具费用和换刀时间。同一把螺纹铣刀还可加工绝大多数材料,减少了刀具库存。
在接近盲孔底部的螺纹加工中,丝锥容易因浮动攻丝的进给惯性而折断,螺纹铣削则可以避免这个问题,获得完整精确的螺纹深度。对于大型非圆零件、断续螺纹等特殊工况,螺纹铣削也有明显的技术优势。