
18
2026.5
作者
39
阅读量
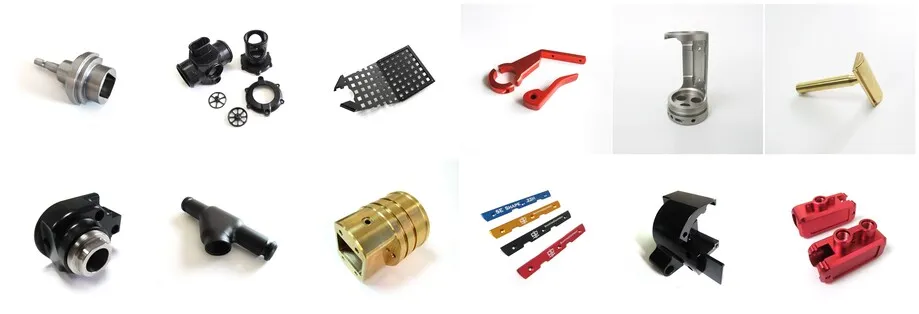
CNC铣削、车削加工可制造出公差精密的机械零件,但加工过程中难免会产生刀痕、毛刺、表面粗糙度不均等问题。因此,表面处理是机加工生产的重要收尾工序,不仅能优化零件外观,更能提升工件耐腐蚀、耐磨损、易清洁等核心性能,适配不同行业的使用需求。
本文整理机械加工领域8种最常用的金属表面处理工艺,清晰梳理各类工艺的特点与适用场景,方便从业者按需选型。

一、金属零件做表面处理的核心意义
1、优化外观质感:去除加工刀痕、毛刺、锐边,统一零件表面纹理,提升产品美观度;
2、提升防护性能:形成防护层隔绝空气、腐蚀介质,避免金属生锈、氧化,延长零件使用寿命;
3、适配特殊工况:提升零件耐磨性、润滑性、卫生性,满足医疗、食品、航空等特殊行业标准;
4、定制化性能:可按需调整表面颜色、纹理、导电性,适配不同产品的设计与使用需求。
二、8种主流金属表面处理工艺详解
1、抛光处理
通过研磨耗材与化学助剂,对金属表面进行精细化打磨,可形成镜面光滑效果,有效降低表面摩擦系数,提升耐腐蚀性与清洁度。适配铝、不锈钢、黄铜等金属材质,广泛用于医疗设备、食品机械、高端五金配件。缺点是加工耗时久,复杂结构零件抛光难度大、成本较高。

2、喷砂处理
采用加压设备带动玻璃珠等磨料冲击零件表面,去除刀痕、毛刺、氧化皮,形成均匀哑光纹理。属于通用性极强的机械处理工艺,适配金属、塑料等多种材质,主要用于优化零件外观、提升后续喷漆、涂层的附着力,加工效果主要取决于磨料规格与操作工艺。

3、阳极氧化
多用于铝、钛合金零件,通过电化学反应在金属表面生成致密坚硬的氧化防护层,兼具防腐、耐磨、装饰作用,可定制多种颜色。行业分为三种规格:I型铬酸阳极氧化,涂层极薄不改变工件尺寸;II型标准阳极氧化,主打装饰与喷漆打底;III型硬质阳极氧化,涂层硬度高、耐磨性强,适配高强度工况零件。
4、阿洛丁处理
属于铬酸盐化学转化涂层,符合军用行业标准,主要用于铝合金零件防护。处理后可形成防腐层,不影响金属导电性,还能提升油漆、胶水的附着力,工艺成本较低。不足之处是涂层硬度不高,表面容易出现划痕。

5、粉末涂料
采用静电喷涂工艺将干粉涂料附着在零件表面,高温固化后形成均匀防护层。适配所有金属材质,涂层抗冲击、耐腐蚀、耐磨性能优异,颜色选择丰富,常搭配喷砂工艺使用,广泛用于五金、汽配、机械设备外壳等产品。

6、电镀处理
通过电解工艺在金属表面沉积铬、镍、铜、金等金属涂层,可提升零件防腐、耐磨、耐高温性能,同时可改变工件导电性、磁性。适配各类精密五金零件,但工艺存在环保局限性,加工流程复杂、成本偏高,多用于高端精密零部件。
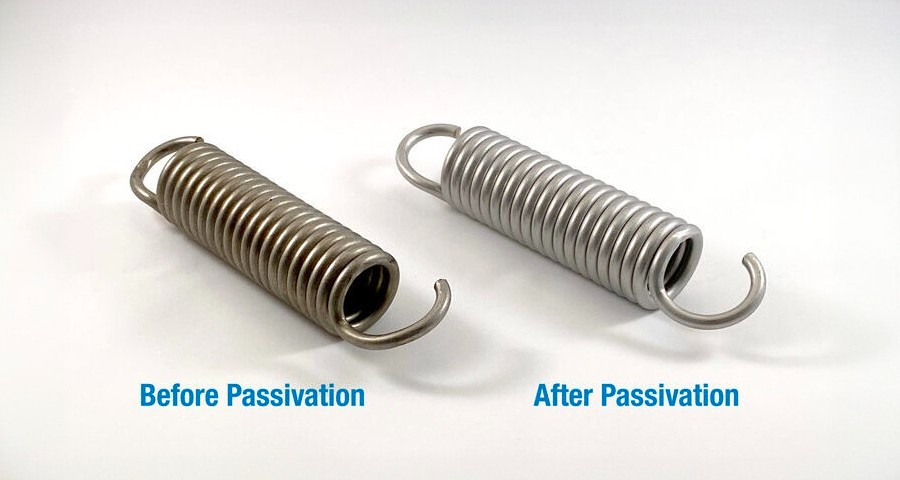
7、钝化处理
主要针对钢铁、不锈钢材质,通过酸性溶液浸泡去除表面游离铁与氧化层,在金属表面形成稳定防护膜。属于无涂层处理工艺,不会改变工件尺寸与精度,防锈效果优异,适配航空、医疗、精密机械等对尺寸公差要求极高的零件。
8、化学镀镍
通过化学还原反应,在零件表面沉积均匀的镍磷合金涂层,可适配复杂型腔、多孔结构零件。涂层硬度高、耐磨性好、防腐性能优异,可通过热处理进一步强化硬度,广泛用于精密模具、液压配件、自动化设备零件。不适用于表面粗糙、加工缺陷较多的工件。

总结
八种表面处理工艺各有优劣与适配场景,没有绝对的最优方案。实际生产中,需根据工件材质、工况需求、精度标准、成本预算选择对应工艺,在外观、性能、耐用性之间找到最优平衡。