
18
2026.5
作者
41
阅读量
螺纹攻丝是机械精加工的关键收尾工序,一旦加工失误,极易造成零件报废,直接影响生产合格率。目前行业主流内螺纹加工方式分为攻丝、铣削、挤压三种,其中多数从业者更熟悉传统切削丝锥加工,对挤压丝锥的应用认知较少。
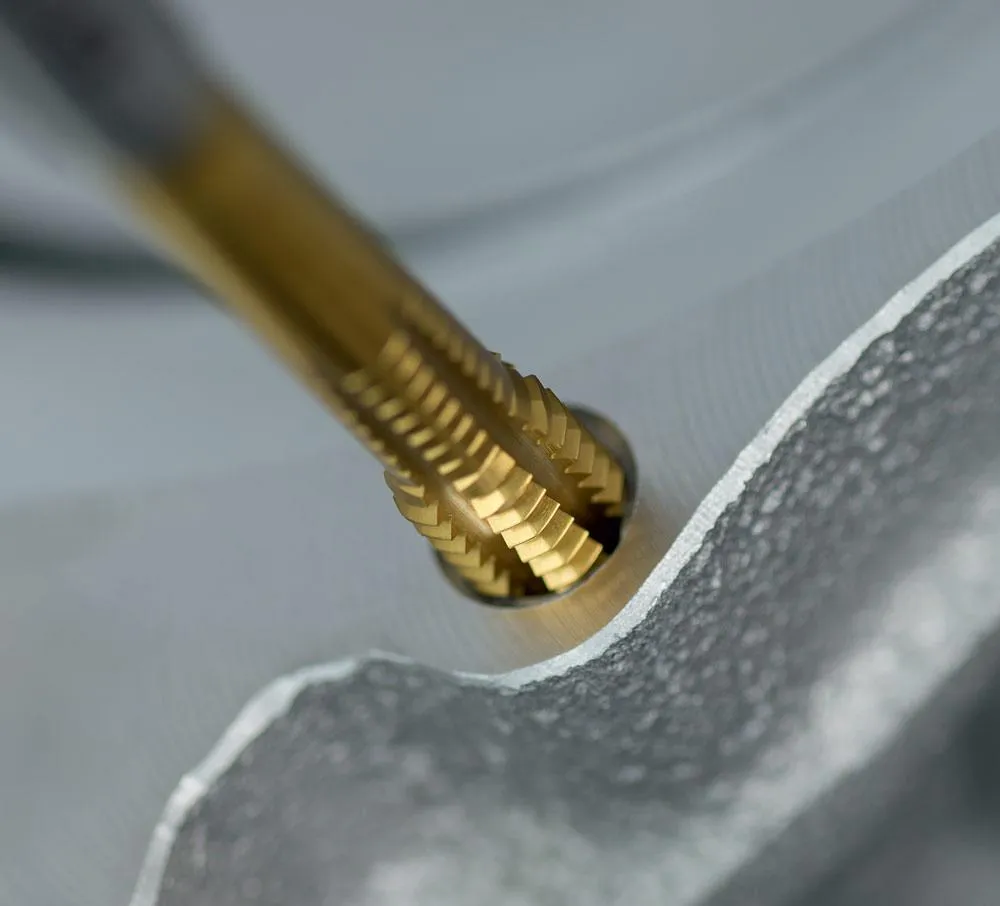
挤压丝锥区别于传统切削加工,依托金属塑性变形原理成型螺纹,无切屑产生,在批量精密加工中优势明显。本文结合现场加工经验,全面解析挤压丝锥的优势与实操核心要点。
一、挤压丝锥的核心加工优势
1、无屑加工,适配深孔精密加工:传统切削攻丝最大的痛点是切屑堆积、排屑不畅,深孔加工中极易出现堵屑、断刀问题。挤压丝锥全程无切屑产生,从根源规避排屑故障,加工稳定性与安全性更高。
2、螺纹精度与强度更佳:通过挤压成型的螺纹,金属纤维连续无断裂,螺纹侧壁更光滑、结构密度更高,整体抗拉强度优于切削螺纹,适配精密螺纹装配需求。
3、刀具使用寿命更长:在适配材质与工况下,挤压丝锥的使用寿命可达普通切削丝锥的3倍及以上,虽前期采购成本略高,但能有效降低刀具损耗、减少换刀停机时间,综合生产成本更低。
4、适配自动化批量生产:加工过程稳定、成品一致性高,无切屑干扰生产流程,可完美适配数控自动化生产线,提升批量加工效率。
当然挤压丝锥也存在一定局限性:加工需要更大的主轴扭矩,且螺纹成型后存在细微间隙结构,不适用于食品、医疗、航空航天等对洁净度、密封性要求极高的特殊场景。
二、挤压丝锥实操四大关键要点
1、螺纹底孔尺寸控制
底孔尺寸是挤压攻丝成败的核心关键,也是最容易出错的环节。挤压丝锥的底孔标准与传统切削丝锥完全不同,不可直接套用常规钻孔参数。
底孔孔径过大,会导致金属挤压余量不足,螺纹成型不完整、精度不达标;孔径过小,则会大幅增加丝锥加工阻力,极易引发断刀故障。行业常规标准为:挤压丝锥配套底孔,需略大于切削丝锥标准底孔,预留充足的金属挤压变形空间。
实操中建议参考对应丝锥品牌的技术参数,优先使用高精度钻孔刀具,首件加工后必须检测底孔与螺纹尺寸,批量生产中定时抽检,保障孔径一致性。

2、工件材质适配要求
挤压加工的核心是金属塑性变形,因此工件材质必须具备良好的延展性,常规要求材质延展率>7%。
铝、碳钢、普通合金、40HRC以内的不锈钢等塑性较好的材质,均适配挤压丝锥加工,成型效果稳定;而铸铁等脆性大、延展性差的材质,无法完成塑性挤压成型,仅适合切削丝锥加工。
特殊材质如钛合金,因导热性差、加工易积热,挤压加工难度较高;同时丝锥涂层需匹配工件材质,避免涂层与金属发生化学反应,造成刀具磨损、加工质量下降。
3、机床与装夹刚性要求
挤压攻丝属于高压塑性加工,所需扭矩是普通切削攻丝的2倍左右,对机床功率、刚性、装夹稳定性要求更高。
小规格螺纹(M20以内)适配性最佳,大规格螺纹加工所需扭矩大幅提升,普通机床难以满足,因此行业中M20以上螺纹极少使用挤压工艺。
实操中需保障机床动力充足、刀柄夹持稳固、工件装夹无松动,同时加工转速可略高于传统切削攻丝,充分发挥挤压工艺的高效优势,适配批量精密加工。
4、润滑冷却规范
挤压加工无切屑导热,加工产生的热量会直接集中在刀具与工件接触面,极易造成刀具发热磨损、工件变形,因此润滑冷却是必不可少的环节。
挤压丝锥多带有专用油槽,适配外部冷却润滑方式。加工需使用高润滑性冷却液或纯油,建议冷却液浓度控制在10%左右,充分降低加工摩擦、带走加工热量,保障丝锥运行平稳,延长刀具使用寿命。

总结
挤压丝锥是精密批量螺纹加工的优质方案,无屑、高精度、长寿命的优势,能有效提升加工效率与成品质量。只要把控好底孔、材质、机床刚性、润滑四大核心要点,就能最大化发挥其工艺价值,降低生产损耗与报废率。