
9
2026.5
作者
5
阅读量
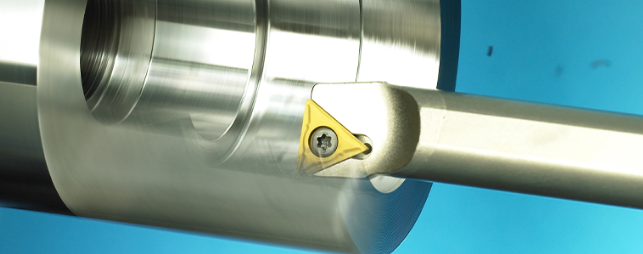
一、什么是镗杆?
在金属加工行业中,镗杆与镗刀是孔加工的常用核心刀具,广泛应用于各类车床加工工序。常规加工工况下,镗杆保持固定,工件做高速旋转运动,同时镗杆沿机床Z轴方向进给、切入工件材料。通过头部的硬质合金刀片与刀头,对工件原有预制孔进行扩孔精加工,将孔径修整至工艺所需尺寸,完成整套镗孔作业流程。
二、镗杆选型核心参考要点
镗杆结构组成较为多样,无论是一体式镗杆还是可换刀片式刀杆,在采购选型与现场使用前,都需要结合实际加工工况综合考量。大家可根据设备加工状态、刀具磨损程度、加工材质等多个维度,判断镗杆是否需要维护打磨或更换,日常判断参考要点如下:
1. 加工性能大幅下降
如果发现镗孔切削效率有所下降,加工过程中产生的热量明显高于正常工况,大概率是镗杆刀头出现钝化情况,建议及时打磨修刃,恢复刀具的切削性能,保障加工效率。
2. 切削刃肉眼可见磨损
日常设备巡检与刀具检查时,可直观观察镗杆切削刃状态。若刃口存在明显磨损、崩口、缺损,或是锋利度不足、切削卡顿,建议及时磨刀维护,避免影响工件加工精度与表面质量。
3. 镗孔成品质量不佳
若加工完成的工件内孔表面粗糙、纹理不均匀、光洁度达不到工艺要求,大多是切削刃钝化、切削不顺畅导致,属于刀具需要检修打磨的典型信号。
4. 加工操作阻力增大
手动镗孔作业时,若是需要施加比日常更大的压力才能正常进给加工,说明镗杆切削性能有所衰减,刃口钝化问题加剧,可及时打磨修复。
5. 适配加工材质差异
加工材质的硬度,对镗杆的磨损速度影响较大。钢材、合金等硬质工件,会加快镗杆刃口损耗;木材、塑料等软性材质,对刀具的磨损相对更小。长期加工硬质材料时,建议适当提高镗杆的检修与打磨频次。
6. 冷却液降温效果变差
镗孔加工配套使用冷却液时,若出现降温效果变差的情况,多数并非冷却液失效,而是镗杆刃口钝化后,加工方式由正常切削转为摩擦挤压,产生的热量大幅增加,导致冷却液难以达到理想的降温效果。

三、钢制镗杆 vs 硬质合金镗杆 材质对比
目前行业常用的镗杆主要分为钢制镗杆与硬质合金镗杆两类,两者在刚性、抗振性、适用场景和性价比上各有优劣,大家可根据自身加工工况灵活选用:
1. 硬质合金镗杆
硬质合金镗杆的整体刚性表现优异,抗振动能力突出。对于容易产生振动、颤振的复杂加工工况,优先选用这类镗杆,能够有效缓解加工震颤,提升工件内孔光洁度,减少刀片崩损概率,有助于延长刀具使用寿命。
除此之外,在长悬臂深度加工场景中,硬质合金镗杆的适配性更好。钢制镗杆在深度进给过程中,刚性和加工精度会逐步衰减,而硬质合金镗杆可以更好地维持加工稳定性与精度。
2. 钢制镗杆
钢制镗杆性价比优势明显,通用性较强,是常规普通镗孔加工的常用选择。对于无高精度、无特殊抗振要求的基础加工工况,使用钢制镗杆既能满足加工标准,也能更好地控制加工成本。
四、镗杆刀片匹配简单方法
不少一线加工人员在选配刀片时容易困惑,其实镗杆的刀片匹配方式较为简单。正规镗杆都会标注专属的ISO编码,编码由字母和数字组合而成,对应刀具的各项参数属性,可用于快速匹配适配的刀片型号。
实用匹配技巧:提取镗杆ISO编码的第二个、第四个字母,以及编码末尾的数字,基本就能锁定适配的刀片型号。
举个行业常用案例:以C10M-SCLCR06型号刀杆为例,提取编码第二、第四个字母为CC,末尾数字为06,对应的适配刀片即为CCMT06、CCGT06系列刀片,适配度较高。

结语
合理选型镗杆、做好日常刀具维护、精准匹配刀片型号,是提升孔加工精度、优化加工效率、降低刀具耗材成本的重要方式。熟练掌握以上实操技巧,能够有效减少加工瑕疵,适配绝大多数金属镗孔加工工况。