
9
2026.5
作者
9
阅读量
不少机加工师傅在不锈钢钻孔作业中,常会碰到钻头崩断、快速磨损、孔位打滑、工件烧黑等情况。多数情况下,这类问题并非单纯操作失误,大多是麻花钻选型不合理、切削参数不匹配导致的。
针对不锈钢难切削的行业痛点,下面整理了一份实用性极强的不锈钢钻孔麻花钻选型+实操指南,新手老师傅都能直接参考套用。
一、不锈钢为什么难钻孔?
不锈钢属于合金钢材质,和普通碳钢相比,添加了铬、钛、铌等合金元素。其中铬元素含量不低于12%,可在材料表面形成一层致密防护膜,让钢材具备优异的防锈、耐腐蚀、耐高温性能。
也正是这些特性,让不锈钢具备硬度高、韧性大、导热性差的特点,钻孔作业过程中容易积聚高温、产生粘刀现象,属于机加工中典型的难切削材质。
不锈钢核心性能汇总:
耐腐蚀、耐高温、不易生锈,使用寿命长
韧性高、可焊接、维护成本低,支持100%回收利用
切削难度大、加工易发热、对刀具损耗极高
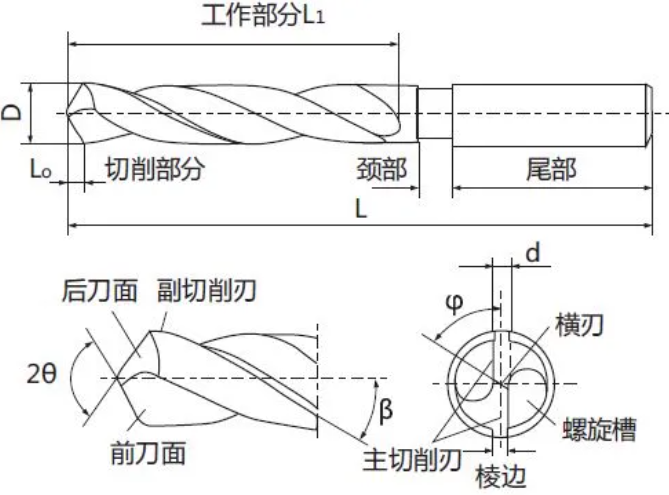
二、不锈钢专用麻花钻的4大核心参数
想要提升不锈钢钻孔效率、延长钻头使用寿命,麻花钻的参数适配至关重要,普通碳钢专用钻头往往难以满足不锈钢的加工要求。
1 .材质认准高钴高速钢/硬质合金
不锈钢硬度偏高、钻孔切削热量集中,普通高速钢钻头硬度不足,加工时容易出现高温软化、磨损崩刃等情况。
加工不锈钢首选两种材质钻头:HSS-Co5(5%钴含量)、HSS-Co8(8%钴含量)、硬质合金,行业统一归类为H型专用钻头。
常规选材规律:钻头钴含量越高,整体硬度、耐高温性能越出色,但脆性也会相对增大。硬质合金钻头硬度表现最佳,适合高精度、高效率的不锈钢钻孔作业,不建议用于软材质加工,大概率会出现崩齿问题。
2 .130°/135°大角度顶角为主
普通钢材钻孔常用118°顶角,这种角度并不适配不锈钢的加工工况。
加工不锈钢这类高硬度材质,更推荐选用130°、135°大顶角麻花钻。更大的顶角能让钻头刃口与工件充分贴合啮合,接触面积更大,可有效改善钻孔打滑、定心不稳的问题,更适配高进给的加工工况。
3. 20°-40°小角度设计螺旋角
螺旋角直接决定排屑效果,是不锈钢钻孔的关键参数。
不锈钢加工易产生短切屑、热量易堆积,因此优先选用20°-40°小螺旋角麻花钻。小螺旋角钻头结构刚性更好,排屑更加顺畅,能够有效减少切屑堵塞、粘刀烧刀等问题,适配高硬度不锈钢钻孔作业。
4. 优先TiAlN耐高温涂层
高钴高速钢、硬质合金裸钻头,能够满足常规不锈钢钻孔需求。但在高转速、高进给、持续高温的批量加工场景下,搭配专用涂层效果会更佳。
行业内首选TiAlN氮化铝钛涂层,其耐高温性能优异,能够有效减少钻头冷焊、粘刀情况,大幅提升刀具使用寿命。常规镀钛钻头仅适合简易轻量钻孔,不太适配高强度不锈钢加工工况。
三、不锈钢钻孔实操规范,避开所有误区
选对钻头是加工的基础,配合规范的操作流程,能够大幅降低崩钻、烧孔、工件报废等故障的发生概率。
1. 做好冷却润滑
不锈钢钻孔高温堆积问题突出,作业时建议全程配套冷却润滑工艺,快速带走切削热量,优化孔壁光洁度,同时延长钻头使用寿命。
2. 低速高进给,优选专业设备
不锈钢钻孔不适合高转速空转作业,建议遵循「低速、高进给」的加工原则。优先使用立式钻床,定心精度高、转速进给可控;若使用手电钻作业,可提前用冲头在工件表面打出定位凹槽,有效避免钻头打滑跑偏。
3. 钻头专用,杜绝混用
尽量不要用加工过普通碳钢、铁材的钻头加工不锈钢。钻头残留的普通金属碎屑,容易附着在刀体表面,加工时可能破坏不锈钢防腐层,增加工件后期生锈腐蚀的风险。
4. 工件必须牢固装夹
钻孔前务必用夹具固定好工件,不建议手持加工。工件晃动容易造成孔位偏移、钻头受力不均,大概率引发崩钻问题,同时存在一定安全隐患。
5. 严守安全操作规范
钻孔作业严禁佩戴手套,手套极易被旋转钻头卷入,引发安全事故;作业时务必佩戴防护眼镜,遮挡飞溅的铁屑、碎屑,保护眼部安全。

四、总结
麻花钻选型标准
1. 材质:HSS-Co5/HSS-Co8高钴高速钢、硬质合金
2. 顶角:130°/135°大顶角,保证定心稳定
3. 螺旋角:20°-40°小角度,刚性强、排屑好
4. 涂层:批量高温加工,优先TiAlN耐高温涂层
现场加工必备准则
全程冷却润滑、低速高进给加工;钻头专用不混用、工件牢固装夹;不戴手套、必戴护目镜。
选对适配的麻花钻,搭配规范的加工操作,能够有效改善不锈钢钻孔打滑、烧刀、崩钻、孔面粗糙等常见问题,在保障加工质量的同时,提升整体作业效率。