
8
2026.5
作者
13
阅读量
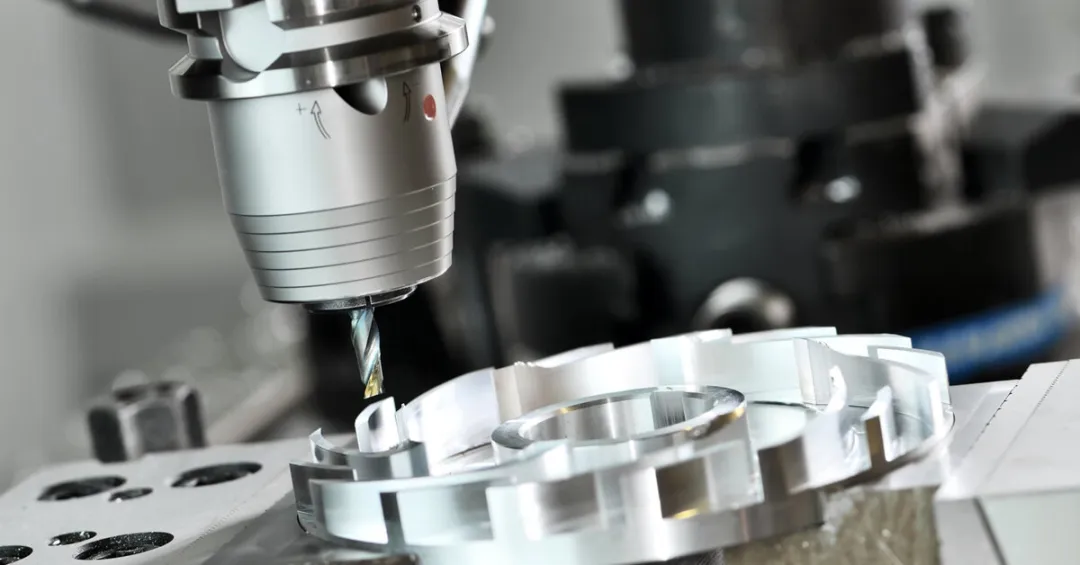
做机加工的朋友应该都遇到过刀具振动的问题,这是现场十分常见的加工故障。轻微振刀会在工件表面留下明显刀纹,导致尺寸精度、表面粗糙度不达标;振刀情况严重时,极易造成工件报废,同时会加快刀具磨损、缩短设备使用周期,无形中增加加工成本、拉低生产效率。
很多师傅遇到振刀问题,大多是盲目调参数、换刀具,问题反复出现。今天结合现场实操经验,整理出刀具振动的常见诱因和对应的解决思路,方便大家快速排查问题、优化加工工况。
一、刀具振动的七大核心诱因
1. 切削参数匹配不合理
切削参数是影响加工稳定性的关键,日常加工中,参数偏大或偏小,都容易打破切削平衡,大概率引发刀具振动:
切削速度异常:转速过高,切削力容易频繁波动,加工稳定性变差,容易出现振刀;转速过低,刀具与工件接触面摩擦加剧,加工过程容易持续抖动。
进给量不当:进给量过大,切削负荷骤增,刀具和工件受力过载,大概率触发振动;进给量过小,切削过程断断续续、状态不稳定,也会出现抖动现象。
切削深度超标:单次吃刀量过大,刀具承载的切削负荷大幅上升,超出常规受力范围后,基本都会出现明显振刀。
2. 刀具几何参数适配偏差
刀具角度、刃口等几何参数适配不到位,会改变切削受力状态,是现场振刀的常见内部原因:
前后角参数异常:前角偏大或偏小,都会造成排屑不畅,切削阻力失衡,容易引发振动;后角过小,刀具后刀面与工件摩擦加剧,加工过程易持续抖动。
刃口半径不合理:刃口半径尺寸不合适,会导致切削力分布不均,刀具受力不均衡,加工时就容易出现振动问题。
3. 刀具刚性不足、稳定性差
刀具材质、结构以及安装方式,直接决定自身抗振能力,刚性不足是振刀的高频诱因:
材质与结构短板:刀具基材强度、刚性偏弱,难以适配常规切削负荷;刀具悬伸过长,会大幅降低整体刚性,显著增加振刀概率。
夹持固定不牢靠:刀具夹紧力度不足、夹持位置偏移,加工中容易出现刀具松动、偏移,稳定性不足,进而引发持续振刀。
4. 工件夹持支撑不稳固
工件的固定和支撑状态,直接影响整体加工稳定性,很多振刀问题都和工件装夹不当有关:
夹紧力度失衡:工件夹紧力过大,容易造成工件挤压变形;夹紧力过小,加工中工件易松动,两种情况都大概率触发振动。
支撑点位不合理:工件支撑点位不足、位置偏差或固定不牢,加工时工件容易晃动,连带刀具一起产生振动。
5. 机床刚性与精度衰减
机床是加工的基础,设备刚性不足、精度下降、养护不到位,都是加工振动的重要诱因:
设备刚性不足:机床本体结构刚性较差,难以缓冲切削冲击力;导轨精度不足、润滑不到位,会进一步加剧加工抖动。
设备养护不到位:机床长期运行后,丝杠、连接件等部件容易出现松动、磨损,整体加工稳定性下降,振刀问题会频繁出现。
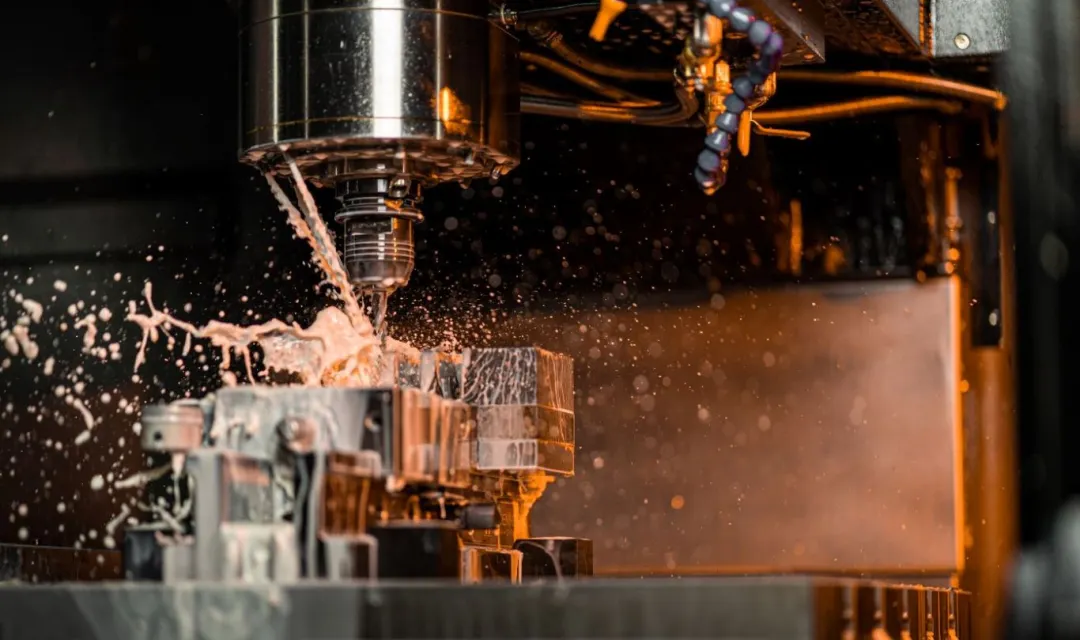
6. 切削液润滑冷却效果不佳
切削液的选型和供液状态,会直接影响切削摩擦与加工温度,间接诱发刀具振动:
供给量不足:切削液供液不足,切削区域散热不畅、温度偏高,刀具和工件受力受热异常,容易引发振动。
选型适配错误:未根据加工材质、工艺匹配对应的切削液,润滑、冷却、排屑效果不佳,切削阻力增大,容易产生抖动。
7. 外部环境干扰影响
车间加工环境的细微变化,也会影响加工稳定性,是很多隐性振刀问题的源头:
温度波动影响:车间温度起伏较大,刀具和工件会产生热胀冷缩,改变切削配合精度,大概率诱发振动。
外部振动干扰:车间其他设备运行产生的振动会传导至机床,打破加工平衡,造成刀具跟随抖动。
二、刀具振动全套优化方案
1. 科学优化切削参数
结合工件材质和实际加工工况合理匹配参数,从源头稳住切削状态,能有效减少振刀问题:
适配切削速度:通过现场试切调试,摸索出对应材质的最优转速区间,避开高低速极值,减少振动诱因。
合理调整进给量:兼顾加工效率与稳定性,小幅渐进式微调进给量,规避参数极端带来的切削不稳问题。
拆分切削深度:遇到大余量切削工况,采用分层多次切削的方式,降低单次刀具吃刀负荷,规避过载振刀。
2. 优化刀具几何参数与选型
微调刀具角度:根据加工材质适配合理的前后角,提升排屑顺畅度,减小接触面摩擦阻力,改善振动情况。
匹配刃口参数:选用适配工艺的刃口半径,让切削力分布更均匀,减少局部受力失衡引发的抖动。
定制专用刀具:针对特殊材质、复杂加工工况,可选用定制刀具,贴合专属加工需求,提升整体稳定性。
3. 强化工件夹持与支撑稳定性
精准控制夹紧力:遵循“紧固不形变”的原则,均匀施加夹持力,避免工件松动或挤压变形,保障加工稳定。
优化支撑结构:细长件、薄壁件等易振工件,可增加辅助支撑点位,必要时搭配跟刀架使用,有效防止工件晃动振刀。
4. 提升机床刚性与设备精度
夯实设备基础:优先选用高刚性机床,保证机床安装平整、基座稳固,减少基础晃动带来的振动影响。
定期维保设备:日常定期检查导轨、丝杠、紧固件等核心部件,及时紧固松动配件、更换磨损件,做好润滑保养,维持设备良好精度。
5. 规范切削液选型与供给
按需选型切削液:结合工件材质、加工方式匹配适配的切削液,充分发挥润滑、冷却、排屑作用,降低切削阻力。
保障充足供给:高速切削、深孔加工等难加工工况,需保证切削液充足供给,合理调节流量,全覆盖冷却切削区域,减少热振问题。
6. 管控环境、隔绝外部干扰
稳定车间温度:尽量保持加工环境温度平稳,减小热胀冷缩对刀具、工件尺寸精度的影响,规避温度诱发的振动。
隔离振动源头:机床可加装减震垫,与车间震动设备做好物理隔离,削弱外部振动传导,保障加工稳定性。
三、总结
刀具振动大多不是单一问题导致的,而是参数设置、刀具状态、工件装夹、设备精度、加工环境等多方面因素叠加造成。现场排查振刀故障时,可对照上述原因逐一梳理,针对性做好参数优化、设备维保、装夹加固、环境管控,能够大幅改善刀具振动情况,提升工件加工精度与表面质量,延长刀具使用寿命,有效控制加工成本。