
8
2026.5
作者
13
阅读量
在机械加工领域,如何高效、稳定地完成零件量产与定制加工,是车间加工的核心关注点。随着制造业工艺升级,行业对零件加工速度、成品稳定性、综合加工性价比的要求,也在持续提高。
铝合金凭借重量轻、强度适中、耐腐蚀、易切削等优势,在工业制造中应用十分普及,广泛用于汽车、航空航天、精密零部件等主流行业。传统铝件铣削工艺存在效率偏低、刀具损耗大、加工精度有限等问题,而高速加工(HSM)工艺的普及,有效改善了这些加工短板,目前已是铝件精密铣削的主流工艺方案之一。
相比传统铣削方式,铝合金高速加工的核心特点是切削转速、进给量大幅提升,能够从加工效率、刀具损耗、成品品质等多个维度优化加工效果。下面就结合实操经验,拆解6项实用的高速铣削技巧,帮助大家更好地应用这项工艺。
一、大幅提升加工效率,适配大批量复杂工件
铝合金硬度较低、塑性较好,适配高转速的加工模式,这也是高速加工工艺适配铝件加工的核心原因。结合实际加工数据来看,铝合金高速加工的切削速度可达传统工艺的3倍左右,进给速度可提升约2倍,在软质铝合金的加工场景中,提升效果尤为明显。
进给速度是影响铣削加工产能的核心参数,高速加工可将机床主轴转速提升至18000rpm及以上,大幅提升材料去除率,有效缩短单件加工周期,提升整体生产效率。
该工艺在两类加工场景中优势较为突出:一是汽车原型件加工,这类工件需要去除大量多余材料,采用高速加工可减少铣削调试次数,简化整体加工流程;二是航空航天零部件加工,这类工件多为大型长结构,普遍带有深槽、薄壁、肋条等复杂结构,对轻量化和精度要求较高,且航空航天设备多数零部件以铝合金为主,高速加工能够较好适配这类高精度、高效率的加工需求。
二、优化切削温度,规避工件热变形问题
切削温度直接影响铝件的成品精度和材料性能,高速加工的温度变化规律,和传统铣削工艺存在明显差异,也是其加工优势的关键所在。
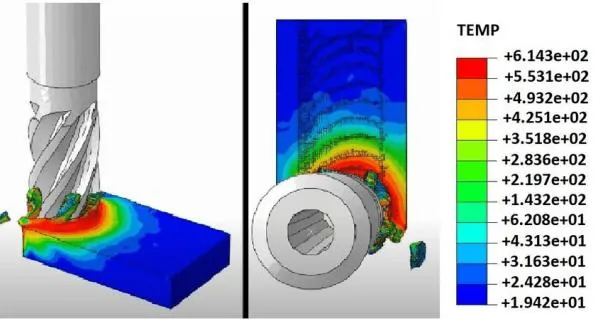
常规加工中,切削速度提升通常会带动切削温度持续升高;而高速加工存在明显的温度临界点,当切削速度突破临界数值后,切削温度会快速大幅下降,后续继续提升转速,温度波动较小,对加工的影响基本可以忽略。
实测数据显示:常规300-500m/min铣削速度下,铝件切削温度可达600-800℃;提速至1200m/min时,温度降至200℃以内;1800m/min高速加工时,切削温度仅150℃左右。
在低温切削状态下,加工区域不易产生局部热处理现象,铝合金基材性能基本不会发生改变,极少出现金属晶粒增生问题,既能保障工件材质的稳定性,也能有效降低机床冷却系统的运行负荷。
三、降低刀具损耗,有效延长刀具使用寿命
不少一线师傅都有一个固有认知:转速越快,刀具磨损越快。但在铝合金高速加工中,若以有效加工材料总量评判刀具寿命(而非单纯的加工时长),会发现高速加工的刀具使用表现,整体优于传统铣削工艺。
核心原因有两点:第一,高速加工切削温度极低,刀具母材强度不会因高温衰减,始终保持稳定的切削性能;第二,高转速加持下,即便进给量大幅提升,刀具切削出的切屑厚度更薄、宽度更小,有效减轻了刀具切削负荷。
除此之外,铝合金材质偏软,传统加工中很容易出现材料粘连刀具刃口的情况,导致刀具钝化、切削阻力增大,进而加快刀具损耗、影响加工质量。而高速加工的高速切削特性,可让铝屑快速脱离刃口,大概率规避粘刀问题,从侧面降低刀具损耗。
四、优化表面光洁度,提升成品加工精度
在传统加工认知中,进给率越高,工件表面光洁度越难保证。主要原因是高进给状态下,刀具单次切削行程更大,容易产生宽切屑、增大切削力,最终造成工件表面粗糙、精度偏差。
而高速加工能够有效改善这一问题,核心优势在于高转速可以抵消高进给带来的加工弊端。即便进给量较大,超高转速也能切削出更薄、更均匀的切屑。同时切削力更小,机床加工振动明显减少,可有效改善铝合金薄壁件、精密件的震颤、划痕问题,大概率提升工件表面光洁度,让成品品质更加稳定。

五、恒定刀具啮合角,保障加工稳定性
使用立铣刀加工工件型腔、凹槽结构时,传统工艺常会出现切削力骤增的情况。加工90°凹槽时,立铣刀需要同时切削两侧材料,切削负荷翻倍,不仅会加快刀具磨损,还容易造成工件尺寸偏差、棱角精度不达标等问题。
铝合金高速加工搭载专属的智能刀具路径策略,可实现恒定刀具啮合角加工。刀具会以圆形轨迹渐进式切削,平缓过渡凹槽角度区域,全程保持切削力均匀稳定,无负荷突变情况。
这种加工方式,能够稳定切削负荷,在一定程度上保护刀具、延长其使用寿命,同时持续保障工件加工精度,有效降低次品出现的概率。
六、精简冷却液使用,降低加工成本
依托低温切削的优势,铝合金高速加工对冷却液的需求量大幅减少,既能简化加工工序,也能有效降低耗材成本。
多数常规高速铣削场景中,150-200℃的低温切削环境,无需额外冷却即可稳定完成加工。针对部分图纸有特殊品质要求的工件,仅需少量冷却液辅助,无需像传统工艺那样大量加注冷却介质。
目前行业内常用的优化方案为微量润滑工艺,只需在切削区域形成一层润滑薄膜,就能减小切削摩擦、辅助控温,在保障工件加工品质的前提下,实现节能、降本、环保的加工效果。
总结
整体而言,铝合金高速加工(HSM)是适配现代精密制造的优质工艺,可有效改善传统铣削效率偏低、刀具损耗大、精度不稳定、加工成本高的各类问题。无论是定制零件、精密原型件,还是小批量铝合金套件加工,合理运用高速加工策略,都能在提升加工效率、稳定成品品质、控制生产成本方面起到明显作用,是目前铝合金CNC铣削中性价比很高的工艺选择。