
6
2026.5
作者
35
阅读量
在金属钻孔、车床定心作业中,点钻和中心钻都是机加工现场常用的基础刀具。两款刀具外形差别不大,很多新手师傅容易混淆混用,大概率会造成钻孔偏移、精度不达标、工件报废等加工问题。
虽然外观相似度很高,但二者的适用工况、加工优势各有侧重。今天我们就细致对比点钻与中心钻的区别,方便各位师傅根据自身加工需求选对刀具,稳步提升加工品质与生产效率。

一、什么是中心钻?
中心钻结构设计特殊,整体短小扎实,末端为锥形结构,钻头直径偏小,多用于金属工件定心加工,是车床加工的配套常用刀具。
它主要用来在工件表面加工出精度较好的中心定位孔,适配车床设备,为车床顶尖预留作业间隙,同时也可用于沉头加工,让沉头螺钉能够贴合工件表面,保证工件外观平整。
日常加工中,中心钻常用来给工件中心预开孔,搭建稳定的旋转基准和支撑结构,大多作为大孔径钻孔的前置工序,有效减少后续钻孔出现偏差的概率。
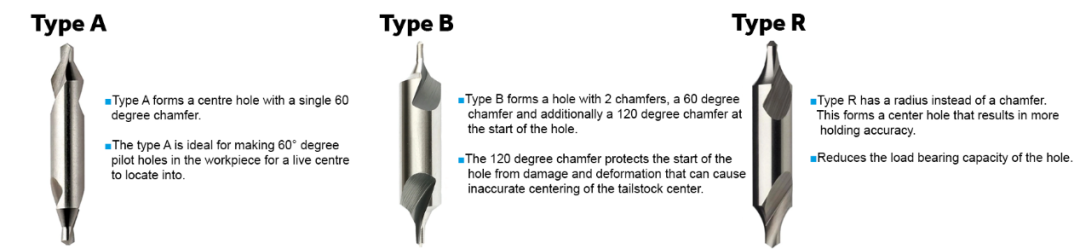
目前市面主流中心钻分为两类:A型(DIN 333-A)配置60°倒角,结构简单,适配常规定心作业;B型(DIN 333-B)拥有60°、120°双倒角,更适合精细加工场景,尺寸基本涵盖公制、英制两大常用标准。
二、中心钻的核心加工优势
中心钻多采用高速钢、硬质合金材质制作,硬度和耐磨性表现出色,可适配钢材、不锈钢、铝、铜、铸铁等大部分常用金属的预孔、导向孔加工。
得益于短粗的结构设计,中心钻整体刚性表现优秀,加工过程中不易出现钻头偏转、晃动的情况,比较适合车床定心、精密预钻等工序,核心优势主要有三点:
• 稳固支撑工件:车床作业时,中心钻加工的定心孔,能够辅助稳固工件,让工件旋转时保持基准对齐,降低加工错位的概率。
• 精准定位开孔:作为大孔径钻孔的前置工序,能够改善大钻头定位不稳、孔洞偏斜的问题,提升钻孔合格率。
• 兼具沉孔功能:可替代常规沉孔刀具完成沉孔加工,让紧固件贴合嵌入工件,保证加工面平整规整。
三、什么是点钻?
点钻属于通用性较强的定位刀具,整体长度更长、钻头外径大于中心钻,搭配精细尖顶结构,兼顾定位与开孔能力,适配多数常规钻孔前置作业。
它多用于麻花钻钻孔预处理,在工件表面加工微型定位凹点,为后续大直径钻头提供导向,有效减少钻头偏转、走位等加工问题。
对比中心钻,点钻功能更加多样。定位精度略逊于中心钻,但可加工孔径范围更大。除基础定位钻孔外,还可胜任倒角、沉孔、V形槽加工、简易雕刻等工序。刀具材质同样为高速钢、硬质合金,市面常见顶角为90°、120°,同时配有60°规格,可适配多数常规加工工况。
四、点钻的核心加工优势
常规麻花钻大多不具备自定心性能,直接钻孔容易出现漂移偏差。利用点钻做前置预处理,能够有效改善这类问题,同时优化工件加工质感,一定程度上延长刀具使用寿命。
• 定位精准:提前加工定位基点,锁定钻孔位置,有效提升孔洞位置精准度,减少工件次品。
• 减少钻头漂移:大幅改善二次钻孔过程中钻头偏移、走位的情况,让钻孔成品更加规整。
• 改善加工工况:作业过程中产热更低,不易造成工件加工硬化,能够优化工件表面粗糙度,提升成品加工质量。
五、点钻&中心钻,精准选型指南
两款刀具不存在绝对好坏,核心在于工况适配。结合加工设备、工艺需求、工件材质合理选型,能够更好地提升整体加工效率与成品质量。具体选型参考如下:
1. 加工设备差异
车床加工:点钻、中心钻均可适配,多数定心、预钻场景下,优先选用中心钻效果更好;铣床加工:更推荐使用通用性更强的点钻。
2. 加工用途差异
如果只需要工件高精度定心、车床工件支撑,中心钻适配性更高;如果需要兼顾定位、倒角、去毛刺、简易雕刻等多道辅助工序,功能全面的点钻性价比更高。
3. 尺寸与材质适配
两款刀具材质适配范围相近,可加工市面上绝大多数常规金属材料。选型时可根据目标孔洞尺寸,挑选规格匹配的钻头,保障钻孔精度达标。
六、总结

总的来说,点钻和中心钻都是机加工现场十分实用的基础刀具,但产品定位和适用工况各有不同。
中心钻偏向高精度定心、车床工件支撑、精密预钻,更适配车床精细加工场景;点钻偏向多功能加工、通用钻孔预处理,可搭配倒角、去毛刺、雕刻等多种工序,适用场景更加丰富。
实际加工中,结合设备类型、工艺需求、孔洞规格灵活选型,能够有效减少加工误差,稳步提升工件精度与生产效率。