
5
2026.5
作者
49
阅读量
在机械加工工艺中,几乎所有机械加工制作的零部件,表面都会存在细微的凹凸、纹理等不规则形态。而零件表面的平整程度,直接决定了产品的使用寿命、使用精度与综合性能。
现场生产与设备使用中,零件出现磨损、卡顿、腐蚀、脱落等故障,很多情况下都与表面加工质量不到位有关。想要做好机械加工品质管控,首先要吃透表面光洁度这一基础核心参数。
一、什么是表面光洁度?
表面光洁度是评判机械零部件表面外观与物理性能的关键参数,也是通过增减、重塑材料表层结构,优化零件表面质感的加工工艺。简单来说,就是衡量零件表面平整、光滑程度的专业标准。
该参数主要由三大核心特性构成,分别是表面粗糙度、波纹度、纹层,全方位定义了零件表层的微观形态。
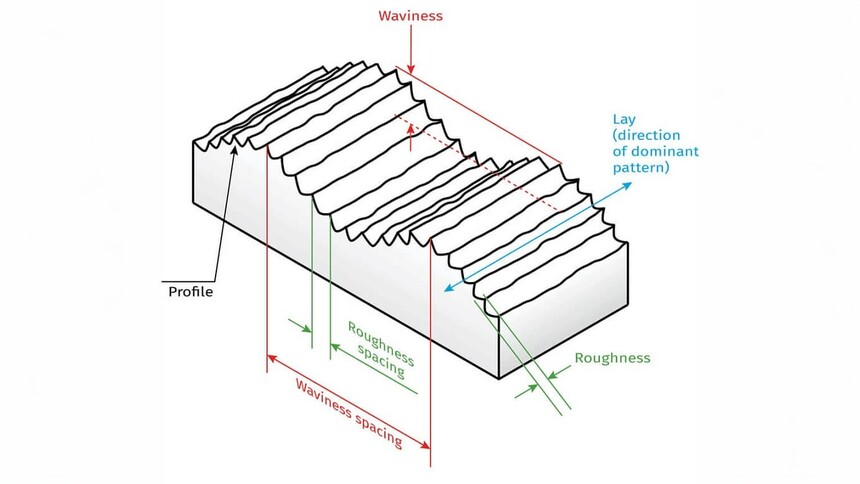
1.表面粗糙度
表面粗糙度是大众最常提及的指标,用于测量金属表面细微的凹凸落差,统计表层峰谷的密集程度与高低差距。参数数值越低,表面凹凸越少,平整性越好,表面光洁度也就越高。在多数机加工现场,大家俗称的表面光洁度,大多指代的就是表面粗糙度。
1. 波纹度
波纹度属于更大尺度的表面不规则形态,大多由加工设备振动、刀具偏转、材料形变等问题导致,主要衡量零件表面凹凸结构之间的间距差异,是判断加工设备稳定性的重要依据。
二、表面光洁度,为何是加工关键?
表面加工效果直接决定零部件与外部环境、配套零件的适配状态,是评估产品耐用性、稳定性、实用性的核心标准,在精密加工中不可或缺。
零件的耐磨、防腐、润滑适配能力,全部依托优质的表面光洁度,不同的表面处理工艺,会给产品带来截然不同的使用效果,具体价值体现在这几点:
提升产品耐用性:优化表面平整度,减少零件之间的接触摩擦力,降低长期使用的磨损消耗,延长零部件使用寿命。
强化防腐耐化性:平整光滑的表层可以隔绝空气、化学试剂侵蚀,避免零件氧化、生锈、腐蚀。
提升涂层附着力:规范的表面光洁度能够让油漆、镀层等涂层紧密贴合零件表面,不易脱落起皮。
优化外观质感:规整的表面纹理,让工业零件外观更精致,满足产品外观质检标准。
修复表层缺陷:通过专业表面加工,可有效抹平零件毛刺、划痕、凹凸瑕疵,完善产品品质。

三、表面粗糙度的主流测量方式
行业内主要通过 Ra 参数量化表面粗糙度,精准测算零件表层的平整程度。目前主流测量方式分为接触式与非接触式两大类,适配不同精度、不同材质的零件检测需求。
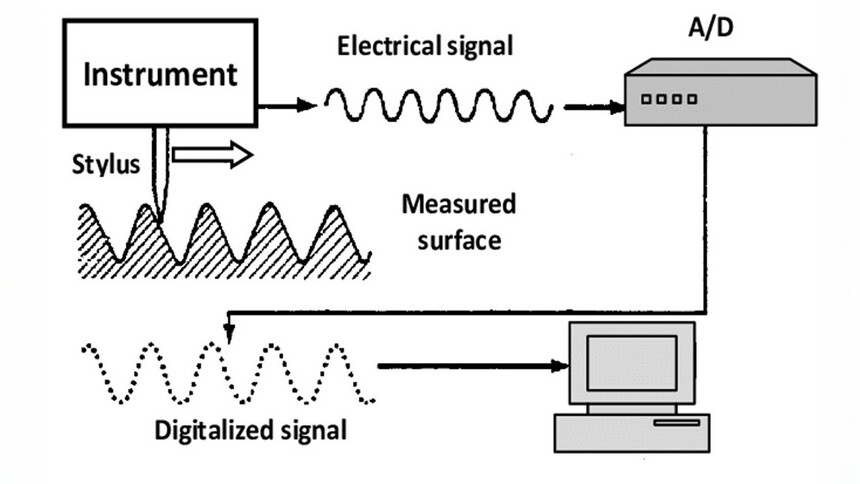
1. 接触式测量法
该方式依靠触针探针设备完成检测,操作原理简单:将精密触针贴合零件表面匀速移动,设备记录触针的垂直浮动轨迹,通过算法计算出粗糙度、波纹度等核心参数。
需要注意的是,这类检测需要暂停加工设备,且探针会与零件直接接触。针对高精度精密零件,需选用超细探针、控制接触压力,避免探针划伤工件表层,影响产品质量。
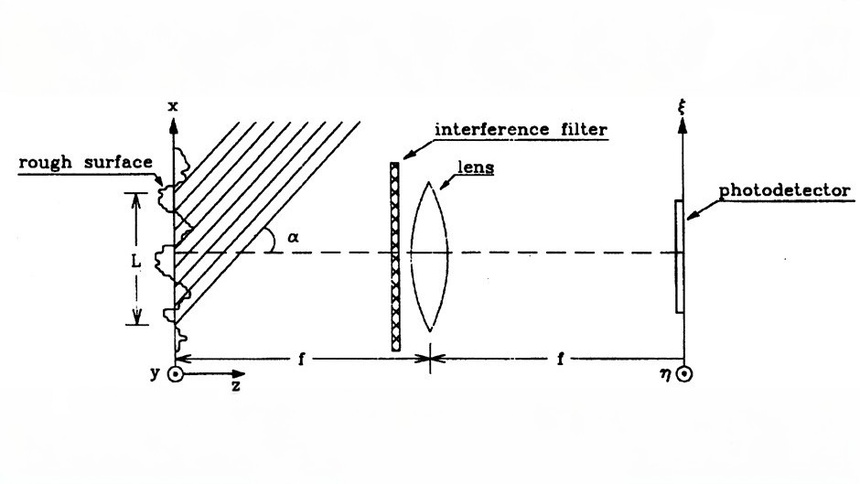
2. 非接触式测量法
以激光、X射线、光学散射、超声波设备为核心检测工具,无需接触工件表面,依靠光学脉冲反射数据分析表面粗糙度。
该检测方式最大优势是速度快、无损伤,适配精密、易划伤的零部件检测。同时搭配显微镜设备,还可直观观察零件表层微观凹凸结构,检测结果精准稳定,也是目前高精度加工场景中适用性较强的检测方案之一。
四、四大核心因素,影响表面加工光洁度
实际CNC加工过程中,零件表面光洁度并非固定值,冷却介质、切削参数、加工工艺、设备振动,都会直接改变表层加工效果。
1. 冷却剂类型
机械切削会产生大量热量,高温会改变金属表层物理特性,导致零件表层粗糙、产生瑕疵。优质冷却剂可以快速降温、减少切削摩擦,优化表面质量,同时延长刀具使用寿命。
高压冷却可小幅优化光洁度,但适配性有限;而适配工况的高品质切削冷却液,在降温、减磨、防粘连方面表现更稳,兼顾性价比与环保性,是现场改善表面粗糙度的优质选择。
2.切削参数
进给量、切削深度、切削速度三大参数,是把控表面光洁度的核心。在保证其他参数基本不变的前提下,适当提高切削速度,大概率可以降低零件表面粗糙度;切削深度过大,容易加剧表层凹凸缺陷;合理调整进给量,能够有效改善工件整体加工平整度。
除此之外,切削液可以有效降低加工温度、减小刀具与工件的摩擦力,避免刀具与原材料粘连,大幅优化加工品质。
3.3加工工艺类型
车削、铣削、镗削等不同加工工艺,搭配不同的进给与切削速度,最终的表面效果差异极大。加工工艺的选型是否匹配工件需求,会显著影响零件表层纹理与粗糙度数值,是加工前期工艺调试的重点环节。
4. 设备加工振动
刀具磨损、设备稳定性不足,都会产生加工振动。磨损刀具产生的不规则振动,容易破坏零件表层加工质量;即便使用全新刀具,加工产生的规律性振动,也会小幅改变表层纹理与粗糙度,属于现场加工容易忽略的细节问题。

五、实用技巧:高效优化零件表面粗糙度
结合一线加工经验,想要稳定做出高光洁度的合格零件,可从加工条件、工艺选型、原材料筛选、设备调试四个维度优化,方法简单、落地性强:
1.优化基础切削条件
可尝试高速切削、适当降低进给速度,搭配适配工况的优质切削液;加固设备工装提升系统刚性,也可搭配超声波振动切削工艺,有效减少各类加工表面瑕疵。
2. 匹配最优加工工艺
结合工件材质、图纸精度标准与产品使用场景,择优搭配车削、铣削、珩磨等加工工艺,避开适配性较差的加工方案,更好地保障加工精度与表面质量。
3. 优选适配原材料
不同硬度、密度的金属材料,加工性能差异较为明显。按需匹配原材料与加工工艺,能够从源头降低加工难度,稳步提升工件表面光洁度。
4.减少设备加工振动
日常生产中定期修磨刀具、更换磨损配件,做好设备保养与调试,能够有效减小加工振动,提升设备加工稳定性。
六、总结
表面光洁度看似是基础的加工细节,却直接决定了机械零件的精度、耐用性、适配性与外观品质,是机械加工品质管控的重中之重。
精准选用检测方式、合理调试加工参数、持续优化加工工艺,把控好每一处生产细节,能够稳定提升零部件品质,大概率降低产品故障概率与加工成本。