
5
2026.5
作者
39
阅读量
在数控加工、机械制造行业中,金属材料的硬度是贯穿选材、加工、成品使用的核心参数。很多从业者认为硬度只是判断材料“软硬”的简单标准,但实际上,硬度把控不到位,大概率会出现刀具损耗过快、零件磨损断裂、产品精度不达标等各类加工问题。
今天就带大家全方位拆解金属硬度相关知识,帮加工从业者避开选材与加工误区。
1. 什么是金属硬度?
通俗来讲,金属硬度指的是金属材料抵抗外界压力、挤压与形变的能力。生活中我们能直观感受到,金属材质坚硬,受外力冲击不易凹陷变形,而软性材质极易发生形变,这就是硬度差异最直观的体现。
而在专业机械加工领域,硬度的意义更为关键。它不只是代表材料的软硬程度,很大程度上影响着金属的加工难易度、耐磨性能和使用寿命等核心指标。刀具硬度不足会快速钝化、失去切削能力;机械零部件硬度不达标,长期运行后会出现磨损、失效,直接影响整台设备的运行稳定性。

2. 金属硬度三大主流检测标准
机械行业并没有通用的万能硬度检测标准,不同材质、不同工况场景,适配的检测方式也各有差异。目前机加工领域最常用的为布氏、洛氏、维氏三种硬度检测方式。
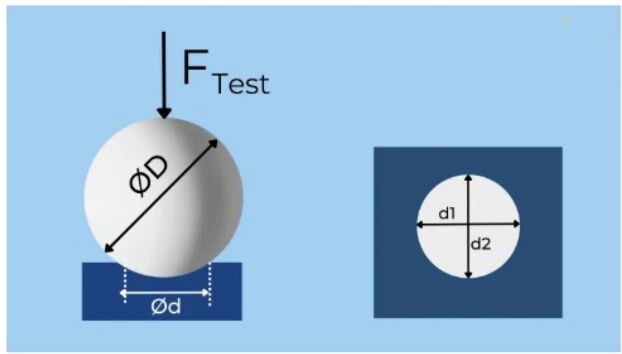
2.1 布氏硬度(HB)
布氏硬度是钢材检测的通用标准之一,也是行业最早普及的硬度测试方式。检测原理为:使用直径10毫米的钢球,施加3000Kgf的标准压力,压入金属材料表面,通过载荷与压痕球形表面积的比值,计算得出材料硬度。
常规机加工钢材硬度区间为100HB(软质材料)-650HB(热处理钢材)。对比洛氏硬度,布氏硬度的优势是标尺覆盖范围更广,无需根据材料软硬频繁切换检测标准。
这种检测方式原理简单、上手门槛低,比较适合钢材、铸铁这类中等硬度金属检测。不过它的局限性也比较突出,检测耗时偏长,对工件表面平整度要求较高,一旦表面有划痕、凹凸瑕疵,检测数据容易出现偏差。
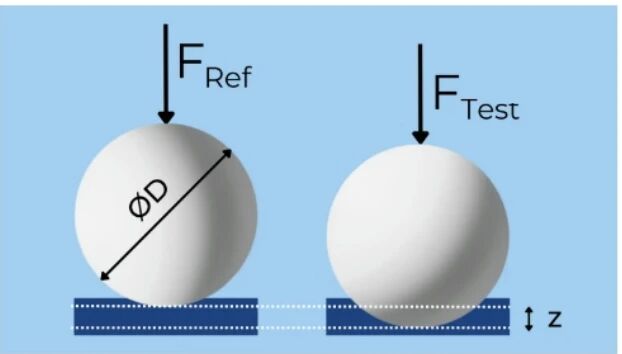
2.2 洛氏硬度(HR)
洛氏硬度是目前机械加工现场应用最广泛的检测方式,包含HRA、HRB、HRC三大常用标尺,适配不同硬度区间的金属材料。其检测原理是通过对比预载荷与标准载荷下,金刚石圆锥、淬硬钢球的压入深度,判定材料硬度。
其中HRC标尺使用率最高,主要用于高硬度钢材检测,机加工金属常规硬度区间为10-65HRC。这种检测方式灵活性强、检测效率高,对工件表面工况包容性更好,很适合车间现场快速抽检,也是量产加工场景中使用率最高的检测方式。
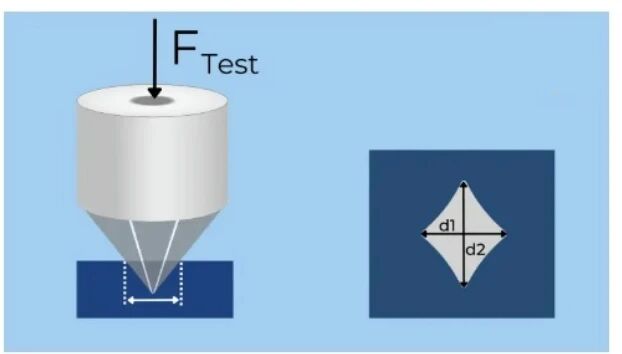
2.3 维氏硬度(HV)
维氏硬度多用于硬质合金、陶瓷、CBN、PCD等高硬度精密材料检测。检测时利用136°金刚石四棱锥压头挤压材料表面,通过测算方形压痕对角线长度计算硬度值。
各类硬质材料硬度参考:常规硬质合金1300-1900HV、工业陶瓷2000HV、CBN材料3000HV、PCD材料可达6000HV。该检测方式精度极高,可覆盖全硬度区间材料,但对应的检测设备造价偏高,操作流程相对繁琐,多数用于实验室精密校验,不太适配车间批量快速检测的场景。
3 .硬度对金属材料性能的核心影响
硬度是金属材料的核心基础属性,会直接左右材料的加工效果与使用性能,主要体现在三大维度:
3.1 影响材料加工性能
一般来说,材料硬度越高,切削加工难度越高。加工高硬度钢材时,刀具磨损会明显加剧,容易拉低加工效率、增加刀具损耗成本。反观低硬度材料,加工更省心、效率更高,但结构强度相对偏弱,成品耐用性会打折扣。所以选材时,需要兼顾加工难度和实际使用需求。
3.2 决定材料耐磨能力
多数工况下,金属硬度越高,耐磨表现越好。合金钢经过热处理硬化后,表面硬度提升,耐磨性会明显改善,很适合齿轮、轴承这类长期往复摩擦的零部件。大家要注意,材料耐磨性还受材质成分、内部组织结构影响,硬度并不是唯一的评判标准。
3.3 关联材料抗疲劳性能
高硬度材料在反复应力作用下,表面不易产生裂纹,抗疲劳性能更优,能有效延长零部件使用寿命。但硬度存在临界值,材料硬度过高会导致脆性增大,受到冲击载荷时极易断裂,反而降低产品稳定性。
4 .不同工件的材料硬度选材技巧
机械加工选材不用盲目追求高硬度,建议结合工件使用场景、受力大小、加工工艺综合考量,下面分享三类主流工件的实用选材思路:
4.1 切削刀具材料
刀具作为切削加工的核心工具,必须具备较高硬度,常规刀具硬度需达到HRC60以上。其中高速钢刀具硬度可达HRC62-68,可满足大部分钢材切削需求。同时刀具必须保证一定的韧性,防止硬度太高、脆性偏大,加工过程中出现崩刃、断裂的常见故障。
4.2 模具材料
模具长期承受高温、高压与反复冲击,对硬度和韧性要求极高。常规模具材料硬度需不低于HRC45,热作模具钢最优硬度区间为HRC48-52,可以较好抵御冲压、锻造带来的磨损,大幅降低长期受力后开裂、变形的概率。
4.3 通用机械零件
齿轮、传动轴等高负荷零部件,需保证足够的强度与耐磨性,硬度建议不低于HRC35;而垫片、简易连接件等低负荷配件,可适当降低材料硬度,以此简化加工工艺、提升生产效率、控制生产成本。

5. 金属硬度测试关键注意事项
硬度检测的数据准确度,对选材和加工工艺制定至关重要,日常检测作业中,重点把控这三个要点即可:
5.1 匹配对应的检测设备
不同硬度的材料适配专属检测设备:高硬度硬质材料不建议使用布氏硬度计,容易损伤设备;车间批量快检优先选用洛氏硬度计;精密材料的数据校准,更适配维氏检测设备。
5.2 严格把控测试条件
载荷大小、施压时长、环境温度等因素,都会干扰硬度检测结果。检测作业建议严格遵循行业标准流程,保证测试环境、操作参数稳定,减少数据偏差,规避选材、工艺制定失误。
5.3 综合分析检测数据
即便两款金属材料硬度数值一致,受材质成分、热处理工艺、内部结构影响,实际使用性能也会存在差距。所以不要单靠硬度数值判断材料好坏,需要结合各项参数和加工场景综合评估。

6 .硬度检测技术的发展趋势
随着智能制造技术升级,传统硬度检测方式正在迭代优化。目前无损硬度检测技术已经成熟,可在不损伤工件表面、不破坏材料结构的前提下完成检测,尤其适配高端精密零部件、高价值材料的质量检测。
同时,智能化、自动化检测设备逐步普及,依托数字化系统自动完成施压、检测、数据记录与分析,有效提升检测效率与数据精准度,更贴合现代化批量生产的作业需求。
7 .总结
金属硬度看似是基础的材料参数,却是贯穿机械加工选材、生产、质检、成品使用的关键指标。从布氏、洛氏、维氏三大检测方式的区分使用,到不同工件的硬度选材标准,再到检测实操规范,每一个细节都很大程度上影响着产品质量与生产成本。
在实际生产作业中,各位加工师傅不用单一依赖硬度数值,结合材料韧性、材质成分、加工工况、受力条件等多重因素综合判断,就能更好把控产品品质,避开各类加工误区。