
5
2026.5
作者
29
阅读量
在精密数控钻孔作业中,材料表面凹凸、工件材质差异、钻孔点位不规则等问题,极易造成钻头偏移、孔位失准。而定心钻作为钻孔工序里常用的前置辅助刀具,能够大幅减少钻头打滑现象,稳定钻孔精度,是机械从业者需要熟练掌握的基础加工工具。
想要做好高精度钻孔加工,熟练掌握定心钻的使用技巧、角度匹配规则以及适用范围至关重要。今天我们就结合车间实操经验,拆解定心钻实用技巧,帮大家规避常见加工问题。

一、定心钻角度选型:精准匹配钻头是核心
钻孔加工的核心原则,是让硬质合金钻头的中心点优先接触工件表面,这也是定心钻选型的核心依据。在选配定心钻时,其顶角尺寸至关重要,直接影响刀具寿命与钻孔精度。
行业最优搭配方案为:定心钻顶角略大于钻头顶角。若定心钻顶角小于钻头,钻头切削面外侧会先接触工件,瞬间产生的冲击载荷,容易造成钻头崩刃、损伤,大概率增加刀具损耗,甚至出现工件报废的情况。除此之外,定心钻顶角与钻头保持一致,属于可兼容的常规搭配方式,能够满足普通精度加工需求。
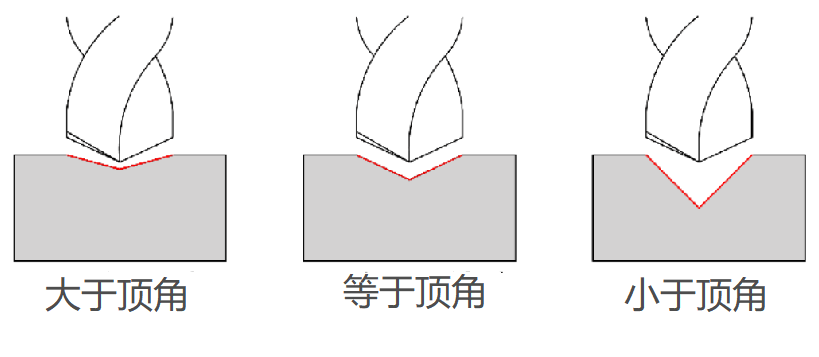
通过三组加工对比可清晰区分效果:
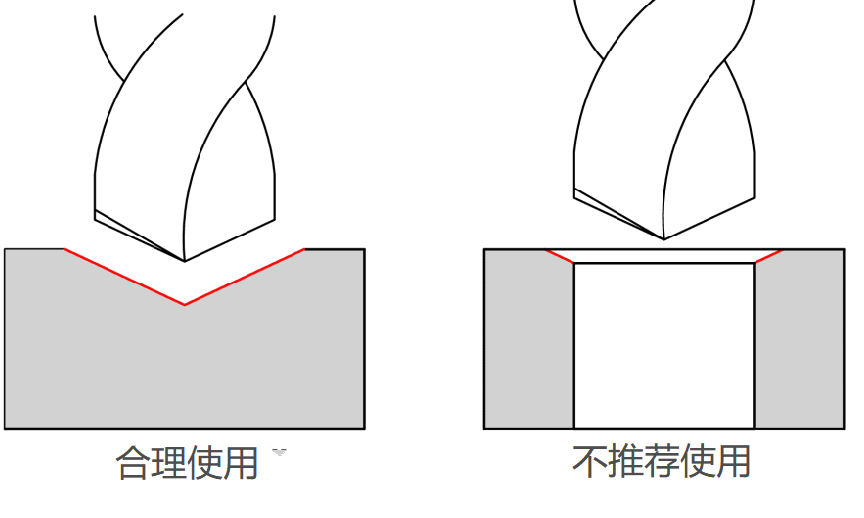
1. 定心钻顶角>钻头顶角:行业优选搭配,钻孔居中效果好,不易偏移、损伤刀具;
2. 定心钻顶角=钻头顶角:常规搭配,适配绝大多数普通钻孔加工场景;
3. 定心钻顶角<钻头顶角:不推荐搭配,刀具损坏风险大,大概率出现孔位偏差。
二、定心钻两大核心作用:定位+倒角
车间大部分师傅都清楚,定心钻可以提前定位孔位,但不少人容易忽略它附带的孔口倒角作用。
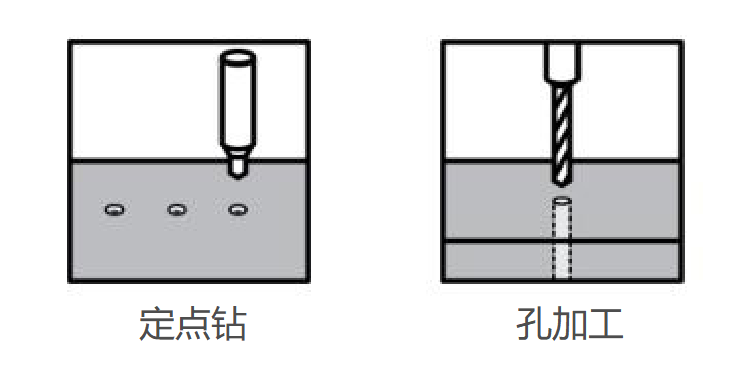
在正式钻孔前,使用定心钻在工件表面加工出微型预钻孔,可以锁定钻头中心位置,有效降低加工时钻头偏移的概率,为孔位精度打下基础。与此同时,定心钻加工形成的孔口倒角,可让螺钉装配后与工件表面完美平齐,优化零件装配效果,兼顾加工精度与产品外观。
三、角度搭配失误,会造成哪些加工问题?
定心钻和钻头角度不匹配,是车间钻孔作业中十分常见的问题,容易引发各类加工缺陷。
若钻头外径先于中心点接触工件,刀具受力不均,容易出现崩刃、缺口等刀具损伤问题,不仅损耗刀具,还可能划伤工件,严重时造成批量次品。除此之外,若钻头两侧切削刃存在细微误差,角度搭配不合理时,单侧刀刃会优先接触工件,容易造成孔位偏移,导致前期定心预处理效果大打折扣,间接增加加工成本与工时损耗。
四、解决钻头打滑,提升数控钻孔精度
钻孔是对精度要求极高的数控工序,孔径、孔深、工件位置、表面光洁度每一项参数,都直接决定零件是否达标。而钻头打滑、孔位跑偏,是导致零件加工不合格的首要原因。
我们可以通过手工钉钉子简单类比:平整的木材、锋利的钉子、垂直的发力,才能钉出标准的钉孔;反之,表面凹凸、工具钝化、发力偏移,都会导致钉子歪斜、走位。数控钻孔原理与之相同,工件表面不平整、钻头磨损钝化,都会引发钻头打滑偏移。
而定心钻是改善这类钻孔问题,性价比极高、操作简单的常用方案。通过定心钻在工件表面加工出规整的定位凹痕,可以有效限制钻头晃动,让钻头加工时保持较好的垂直状态,弥补工件表面不平整、刀具轻微磨损带来的缺陷,减少加工偏差。
五、避坑指南:这些场景慎用定心钻
定心钻并不是通用型钻孔辅助刀具,面对部分特殊工件表面,定位效果会有所下降,很难满足高精度加工要求。
针对圆柱侧面、倾斜平面等不规则工件表面,定心钻打出的定位槽稳定性较差,大概率会出现孔位偏移问题。面对这类异形面钻孔作业,平底钻的定位效果更佳,更适配不规则曲面的加工需求。