
商城公告
新闻资讯
产品资讯
技术文章
知识库
15
2026.4
作者
158
阅读量
螺纹铣削实操全指南|从基础原理到参数编程
本文精简梳理螺纹铣削的基础认知、工作原理、铣刀选型及核心参数与计算公式,助力 CNC 从业者快速掌握实操关键。
在CNC加工车间,螺纹加工易出现精度不达标、刀具磨损快、效率低等问题。传统攻丝工艺在面对大直径孔、盲孔底部螺纹,以及淬火钢、不锈钢等难加工材料时,往往难以满足需求,而螺纹铣削凭借精准、通用的优势,成为CNC加工核心技术。
本文结合专业资料,从基础认知、工作原理、铣刀选型、参数计算四大核心维度,精简梳理螺纹铣削关键内容,新手也能快速掌握核心要点。
一、基础认知:螺纹铣削是什么?和攻丝有何区别?
不少师傅易混淆螺纹铣削与攻丝,二者核心差异集中在刀具接触方式、设备要求和适配场景,明确差异才能精准选对加工工艺。
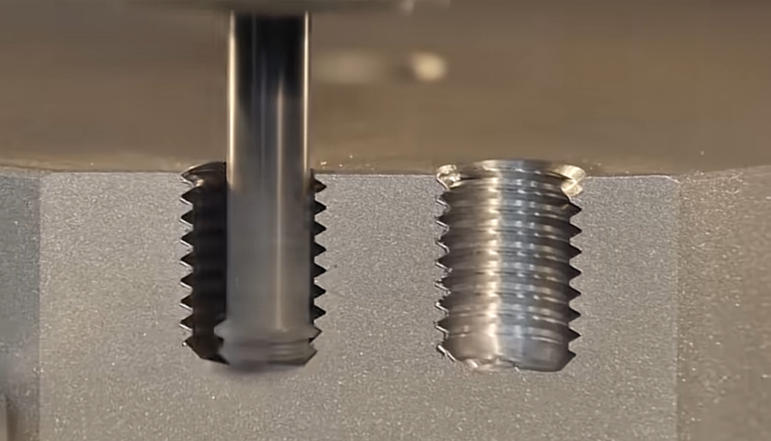
螺纹铣削通过CNC机床实现,核心是用直径小于螺纹底孔的齿形铣刀,经主轴带动高速旋转,同时沿XY平面圆周轨迹和Z轴轴向做精准联动,最终切削出符合要求的螺纹,可灵活适配内/外螺纹、左旋/右旋螺纹及不同直径螺纹加工。
与传统攻丝相比,两者的核心区别主要有3点:
1. 刀具与工件接触方式不同:攻丝刀具直径与螺纹孔完全匹配,全周接触工件,切削负荷大;螺纹铣刀仅局部接触工件,切削压力更均匀。
2. 设备要求不同:攻丝可手动操作或配合普通机床,设备门槛低;螺纹铣削必须用CNC数控机床,需实现三轴联动,手动无法完成。
3. 适配场景不同:攻丝适合软材料、小直径孔、浅孔加工,效率高但通用性差;螺纹铣削适合难加工材料、大直径孔、盲孔底部螺纹,通用性强。
简单来说,攻丝适合简单场景,螺纹铣削适合复杂、高精度场景,批量加工中能有效降低刀具损耗和工件报废率。

二、工作原理:看懂这3个运动,就懂螺纹铣削
螺纹铣削的核心是“三轴联动”,拆解为3个关键运动,掌握后可快速理解加工逻辑、排查常见问题。
螺纹铣刀由主轴夹持,加工时同时完成以下3个协调运动:
1. 刀具旋转运动:主轴带动铣刀高速旋转,转速需根据刀具材质、加工材料调整,直接影响切削效率和刀具寿命。
2. XY平面圆周运动:刀具沿工件螺纹轨迹做圆周运动,圆周直径与螺纹底孔直径匹配,保障螺纹尺寸精度。
3. Z轴匀速进给运动:刀具垂直方向低速进给,进给速度需与转速、螺距精准匹配,确保每旋转一周,轴向进给距离等于螺距,形成均匀齿形。
三个运动同步进行,螺纹通常可一次成型,高精度或难加工材料可分两次分层加工,减少切削负荷、提升质量。

三、铣刀选型:3种主流类型,对应不同加工场景
铣刀选型是螺纹铣削成功的关键,不同类型铣刀的排屑能力、切削效率、适配材料不同,以下重点介绍3种主流类型,方便快速匹配场景。
1. 直槽螺纹铣刀:通用型首选,适合易加工材料
直槽螺纹铣刀有直排屑槽,结构简单、成本低,是常用通用型铣刀。其多齿同时啮合工件,切削侧压力大,切削速度和进给量不宜过高,加工效率平缓。
适配场景:低碳钢、铝合金等易加工材料,以及小批量、精度要求一般的通用内螺纹加工。
2. 螺旋槽螺纹铣刀:高速铣削首选,适配中高强度材料
螺旋槽螺纹铣刀的排屑槽呈15°或30°螺旋状,可错开齿与工件的啮合时间,降低切削侧压力和振动,排屑效果好,避免切屑堵塞影响精度。
适配场景:高速铣削,中碳钢、不锈钢等中高强度材料,尤其适合批量加工,兼顾精度与效率。
3. 单齿形螺纹铣刀:难加工材料首选,通用性最强
单齿螺纹铣刀仅有一个刀齿(部分为两排),加工速度较慢,但扭矩低、切削热量少,可减少工件变形和刀具磨损,适配范围极广,能加工各类螺纹。
适配场景:淬火钢、高温合金等难加工材料,以及盲孔底部、深孔等复杂场景,通用性最强。
四、核心参数与计算公式:精准计算,避免加工误差
螺纹铣削精度关键在于参数设置,进给速度、主轴转速、预钻孔径等参数不当,易导致螺距偏差、齿形不规整,以下整理核心参数及计算公式,新手可直接套用。
(一)核心参数说明
1. 刀具直径(d):需小于螺纹底孔直径,通常为螺纹公称直径的60%-80%,如M10螺纹(公称直径10mm),刀具直径可选6-8mm,结合精度、材料硬度调整。
2. 螺距(P):决定螺纹的间距,必须与目标螺纹的螺距完全一致。专用铣刀通常仅支持单一螺距,通用型铣刀可通过CNC程序调整螺距,适配不同规格螺纹。
3. 有效切削深度:刀具有效切削深度必须覆盖螺纹全长,例如国标M5螺纹的加工深度为12.5mm,刀具有效切削深度需≥12.5mm,否则无法加工出完整螺纹。
4. 预钻孔直径(D孔):粗牙螺纹公式为D孔=螺纹大径(D)-螺距(P),如M12×1.75螺纹,预钻孔直径=12-1.75=10.25mm,偏差过大会影响螺纹精度。
5. 刀具材质:硬质合金材质适合高硬度材料(如淬火钢、高温合金),刀具寿命长、切削效率高;高速钢材质成本低、韧性好,适合低碳钢、铝合金等软材料加工。
6. 刃数(z):多刃铣刀(3-6刃)切削效率高,但精度略低,适合批量加工;单刃铣刀精度高、扭矩小,适合高精度、难加工材料加工。
(二)核心计算公式及示例
1. 进给速度(F):控制加工效率与螺纹表面质量,有两种常用计算公式,可根据刀具类型选择。
(1)精密修正公式(推荐使用,确保螺距精度):F = fz × z × n × (Dc - d)/Dc(单位:mm/min)
参数说明:fz=每齿进给量(mm/z),z=刀具齿数,n=主轴转速(rpm),Dc=螺纹底径(内螺纹)或外螺纹大径(外螺纹),d=刀具切削刃直径。
示例:加工M10内螺纹(Dc=8.5mm),用d=6mm单齿铣刀(z=1),fz=0.1mm/z,n=300rpm,代入得F≈8.82mm/min,不修正会导致螺距超差。
(2)简易公式(多齿刀具优先选用):F = N×Fz×Z 或 F = N×P
参数说明:N=主轴转速,Fz=每齿进给量,Z=刀具齿数,P=螺纹螺距。
2. 主轴转速(n):影响切削热和刀具磨损,公式为:n=1000×Vc/(π×D)(rpm)
参数说明:Vc=切削速度(m/min),D=刀具直径(mm);硬质合金刀具转速3000-6000r/min,高速钢1500-3000r/min。
3. 切削速度(Vc):需根据加工材料调整,不同材料的Vc范围如下(单位:m/min):
低碳钢:8-13;不锈钢:4-7;铸铁:10-15;铝合金:10-20(单位:m/min),需根据实际材料调整。
4. 分层加工:螺纹深度超刀片长度时需分层,每层切深≤1倍螺距,避免刀具断裂或螺纹变形。

螺纹铣削是高精度、通用性强的CNC螺纹加工工艺,核心适配难加工材料、复杂场景。掌握基础认知、工作原理、铣刀选型、参数计算四大核心,就能有效提升加工效率、降低刀具成本和工件报废率。
0