
商城公告
新闻资讯
产品资讯
技术文章
知识库
13
2026.4
作者
160
阅读量
机械加工齿轮加工刀具终极指南:齿轮铣刀、插齿刀、滚齿刀全解析
专业解析齿轮铣刀、插齿刀、滚齿刀三大刀具,提供从加工原理、适用场景到核心技巧与选型决策的完整指南,助您精准匹配加工需求,实现效率与精度的最优解。
在机械传动的世界里,齿轮扮演着动力传递、速度转换与方向改变的核心角色。一个高品质的齿轮,背后离不开精密的加工工艺,更离不开正确的刀具选择。
无论是单件修配还是大规模生产,选对齿轮刀具,才能实现精度、效率与成本的平衡。今天,我们就系统拆解应用最广的三种齿轮刀具——齿轮铣刀、插齿刀、滚齿刀,从加工原理、实操技巧到选型方法,给大家一份源自实战的终极指南。
一、齿轮加工基础与刀具体系概述
齿轮加工的本质,就是在金属毛坯上精准“挖”出形状和尺寸都符合设计要求的齿槽。核心加工方法主要分为两大类,对应不同的刀具应用场景:
1. 成形法
简单说,就是齿轮刀具的切削刃形状,和齿轮齿槽的端面形状完全一致。加工时,刀具直接切入工件,切完一个齿槽后,工件分度转动,再切下一个。这种方法原理简单,对机床要求不高,但精度和效率相对有限。
2. 展成法
这是目前主流的生产方式,核心是让齿轮刀具与工件模拟一对齿轮(或齿条与齿轮)的啮合运动。在持续、有严格传动比的相对运动中,刀具的包络刀刃会逐渐“展成”出工件的齿廓,精度和效率都更高。
三种核心刀具的定位很清晰:
齿轮铣刀:成形法的代表,适合精度要求不高的场景或单件修配;
插齿刀、滚齿刀:展成法的中坚力量,其中滚齿刀高效通用,是外齿轮加工的首选;插齿刀则在加工内齿轮、双联齿轮等特殊结构时,几乎不可替代。
衡量齿轮质量,有三个核心精度指标,大家可以重点关注:
• 齿形误差:影响传动平稳性和运行噪音;
• 齿距累积误差:影响运动传递的均匀性;
• 齿面粗糙度:影响齿轮接触强度和磨损程度。
这些指标都有明确的标准依据,比如国际标准ISO 1328、我国的GB/T 10095,以及德国的DIN 3962-3967系列标准,为刀具选型和工艺制定提供了统一参考。
二、三种齿轮刀具的系统拆解
1. 齿轮铣刀(成形铣刀)
加工原理与典型设备
作为典型的成形法刀具,齿轮铣刀的刃形完全对应齿轮齿槽形状。加工通常在卧式铣床或立式铣床上进行,配合分度头(机械或光学)或数控分度工作台,实现齿轮的精确分齿。
刀具类型
• 盘形齿轮铣刀:最常用,外形像圆盘,适合模数m ≤ 8mm的齿轮;
• 指形齿轮铣刀:主要用于加工大模数(m > 8mm)齿轮和人字齿轮,刚度更好,能应对大负载加工。
适用齿轮范围
加工模数:m0.3 ~ 16mm;
可达精度等级:IT9 ~ IT11;
齿面粗糙度:Ra 3.2 ~ 6.3 μm。
核心实操技巧
• 一号一用,严禁跨号:标准盘形铣刀按加工齿数分“号”(比如8号刀对应加工12-13个齿),必须根据被加工齿轮的齿数选对应号的铣刀,否则会出现明显齿形误差;
• 顺铣优先,冷却充分:顺铣能减少切削力波动和毛刺,一定要保证切削液连续浇注在切削区域,降低温度、减少刀具磨损;
• 分度精度是关键:齿距误差直接由分度精度决定,精度要求稍高时,建议用光学分度头或高精度数控分度台。
常见缺陷与对策
• 齿形轮廓失真:检查铣刀号数是否正确,或换用齿数覆盖范围更小、精度更高的铣刀;
• 齿面出现振纹:降低主轴转速,增强工件与刀具的系统刚性,或改用逆铣方式。
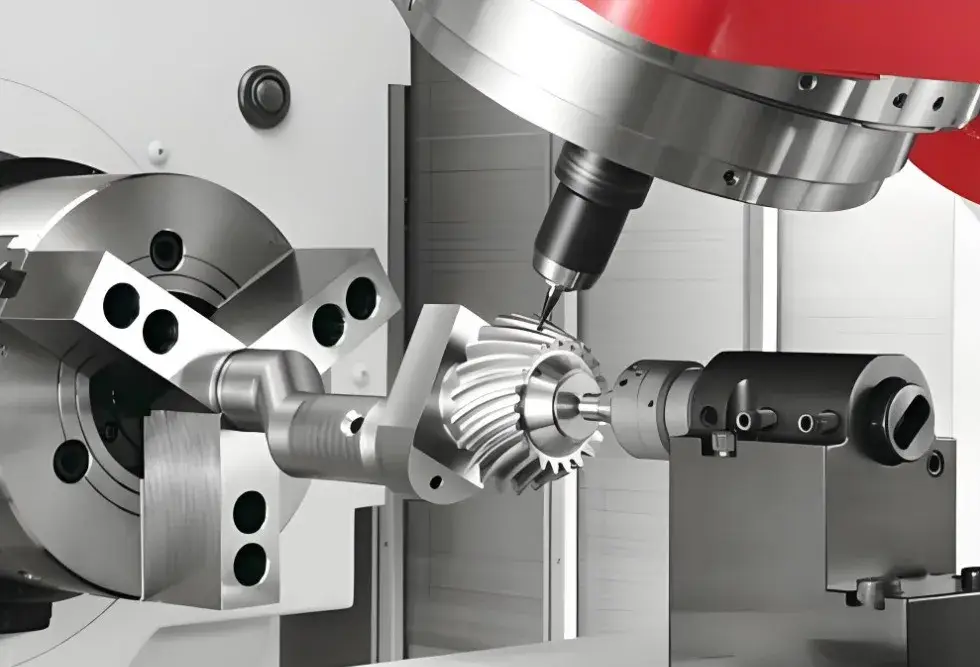
2. 插齿刀
加工原理与典型设备
插齿加工模拟一对平行轴圆柱齿轮的啮合运动:插齿刀在专用插齿机或具备插齿功能的加工中心上,做上下往复切削运动(主运动),同时与工件围绕各自轴线按严格速比旋转(展成运动),通过径向进给,最终切出全齿深。
刀具类型(按安装结构区分)
• 盘形插齿刀:最常用,以内孔和端面定位,适合中、大直径齿轮;
• 碗形插齿刀:刀体凹下,方便加工带较小台肩的双联齿轮;
• 锥柄插齿刀:以锥柄装夹,适合加工内齿轮和小模数齿轮。
适用齿轮范围
加工模数:m0.5 ~ 12mm;
可达精度等级:IT7 ~ IT9(磨前插齿可达IT6);
齿面粗糙度:Ra 1.6 ~ 3.2 μm;
特别优势:加工内齿轮、双联齿轮、带凸台齿轮的首选,甚至是唯一有效方法。
核心实操技巧
• 匹配冲程与进给:粗插时,用较低冲程次数配合较大圆周进给,提升效率;精插时,用高冲程次数配合微小圆周进给,保证表面质量;
• 严查干涉,尤其是内齿:加工内齿轮前,一定要校验插齿刀与工件内孔壁的退刀、让刀空间,防止碰撞;
• 定期重磨,调整位置:插齿刀磨损主要在了你面前,每次重磨后,必须重新调整刀具的径向和轴向安装位置,补偿齿厚和精度变化。
常见缺陷与对策
• 齿面划伤:检查冷却系统是否通畅,确保切屑顺利排出,清理工作区域,避免切屑二次划伤;
• 齿厚尺寸偏差:通过机床的“径向刀补”功能,补偿刀具偏移量。

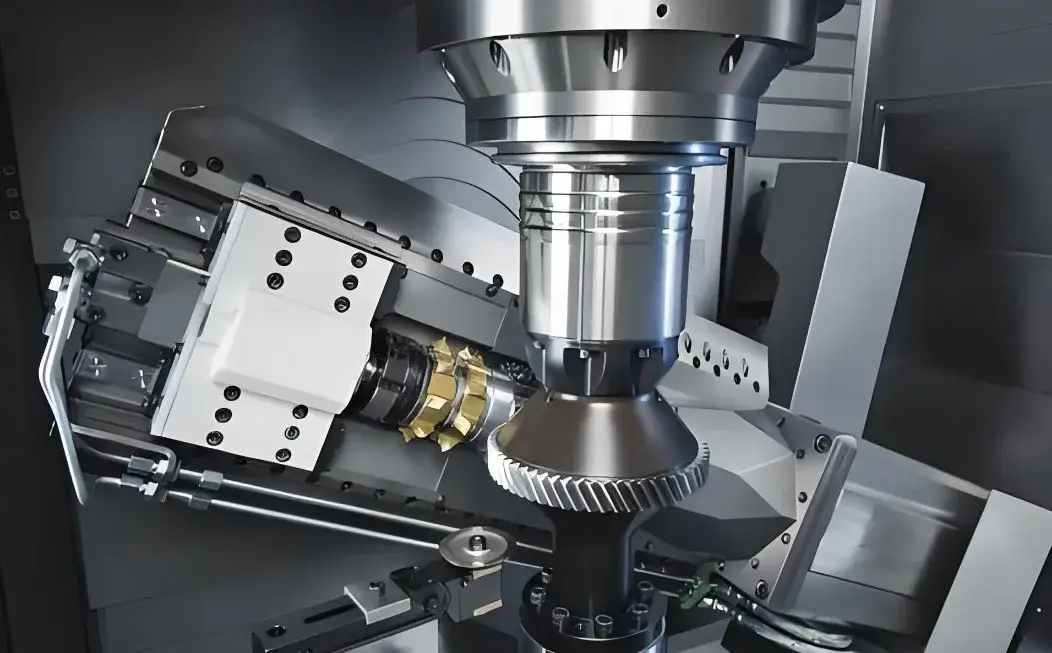
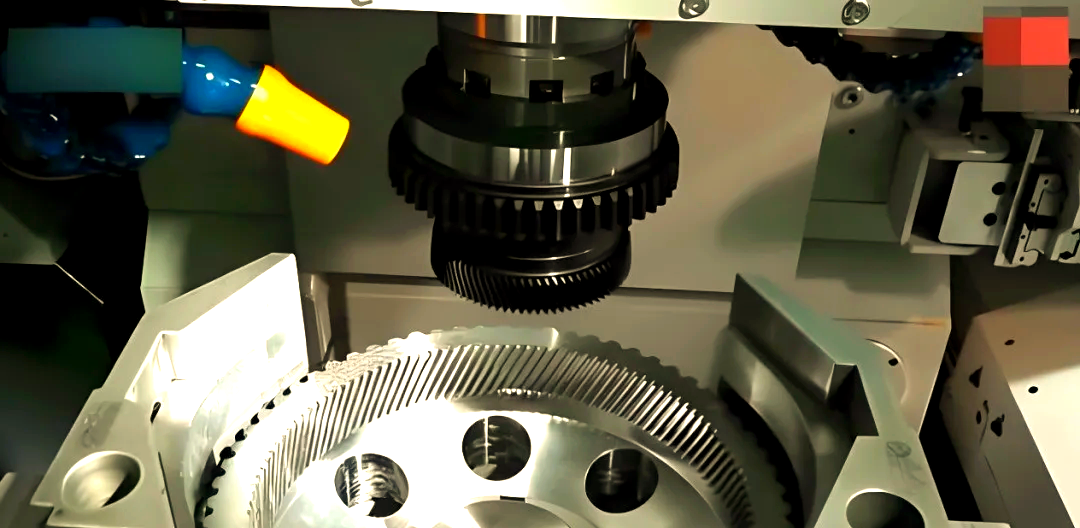
3. 滚齿刀(滚刀)
加工原理与典型设备
滚齿是目前最高效、最通用的齿轮展成加工方法。滚齿刀相当于一个开了容屑槽的“蜗杆”,安装在滚齿机或数控加工中心上。
滚刀旋转(主运动)时,其圆周上的刀齿相当于无限长的齿条在连续移动,工件与滚刀按严格速比(Z_work / Z_cutter)同步旋转,从而“包络”出齿轮的完整齿形。
刀具类型
• 按头数:单头滚刀(精度高、效率低)、多头滚刀(效率高、齿面质量略低);
• 按材料与涂层:整体高速钢(HSS)滚刀(最通用)、硬质合金滚刀(适合高速、高硬度材料加工)、涂层滚刀(如TiN、TiAlN,能大幅提升刀具寿命)。
适用齿轮范围
加工模数:m0.5 ~ 20+ mm;
可达精度等级:IT6 ~ IT9(磨前滚齿可达IT5);
齿面粗糙度:Ra 0.8 ~ 3.2 μm;
核心优势:加工效率极高,是外啮合圆柱直齿轮、斜齿轮大批量生产的首选。
核心实操技巧
• 精确调整安装角:这是齿形正确的关键!加工直齿轮时,安装角等于滚刀螺旋升角(λ);加工斜齿轮时,等于齿轮螺旋角(β)与滚刀螺旋升角(λ)的代数和(旋向相同相减,相反相加);
• 多头滚刀慎用:多头滚刀适合粗加工,能提升金属去除率,但会牺牲齿面光洁度,精加工建议用单头滚刀;
• 优选顺铣滚削:让滚刀切削齿的旋转方向与工件进给方向相同,减少切入冲击,让切削更稳定,延长刀具寿命;
• 实施窜刀策略:定期沿滚刀轴线移动安装位置,让所有刀齿均匀磨损,延长滚刀整体重磨寿命。
常见缺陷与对策
• 齿面有规律波纹:优先检查滚刀主轴的轴向窜动是否超差,及时调整;
• 齿形不对称:重新计算并校准滚刀相对于工件的安装角。
三、齿轮刀具选型决策指南
面对具体的齿轮加工任务,怎么选对刀具?结合效率、精度、成本、设备等因素,给大家整理了清晰的决策方法,新手也能快速上手。
刀具性能横向对比
|
刀具类型
|
加工效率
|
可达精度(IT)
|
表面粗糙度(Ra)
|
适用齿轮类型
|
设备要求
|
刀具成本
|
批量适应性
|
|---|---|---|---|---|---|---|---|
|
齿轮铣刀
|
低
|
IT9~11
|
3.2~6.3 μm
|
外齿、大模数、修配
|
普通铣床+分度头
|
低
|
单件/修配
|
|
插齿刀
|
中
|
IT7~9
|
1.6~3.2 μm
|
内齿、双联、带台肩
|
插齿机/加工中心
|
中
|
中小批量
|
|
滚齿刀
|
高
|
IT6~9
|
0.8~3.2 μm
|
外齿、圆柱直齿/斜齿
|
滚齿机/加工中心
|
中高
|
大批量
|
选型决策逻辑(按优先级排序)
1. 是否为内齿轮或带凸台的双联齿轮?
—— 是:直接选插齿刀;否:进入下一步。
2. 是否为大批量生产,且对效率要求极高?
—— 是:优先选滚齿刀(多头滚刀粗加工,单头滚刀精加工);否:进入下一步。
3. 精度要求是否低于IT9,且只有普通铣床、无专用齿轮加工设备?
—— 是:单件、修配或打样场景,可选齿轮铣刀;否:常规外齿圆柱齿轮首选滚齿刀,设备受限(有插齿机无滚齿机)则选插齿刀。
工艺组合策略示例(实战参考)
• 高效率大批量外齿加工:多头滚刀(粗加工)→ 单头精滚刀(精加工)→ 热处理后磨齿(需IT5以上精度);
• 高精度内齿轮加工:同一把插齿刀,粗插(大切深、大进给)→ 精插(小切深、小进给、高冲程),可达IT7-IT8精度;
• 单件/大模数齿轮:齿轮铣刀或指形铣刀开槽(粗加工)→ 滚齿机/插齿机精加工(保证精度)。
齿轮刀具的选型,从来不是“能用就行”,它直接决定齿轮的最终性能、生产成本和制造周期。简单记一句话:成形铣刀解决“有”,插齿刀解决“特”,滚齿刀解决“好、快、多”。掌握这三种刀具的特性和应用边界,是每一位工艺工程师的基本功。
工欲善其事,必先利其器。在齿轮加工的道路上,选对刀具能少走很多弯路,而专业的刀具支持,能让生产效率和产品精度更上一层楼。
1