
商城公告
新闻资讯
产品资讯
技术文章
知识库
11
2026.4
作者
275
阅读量
机械加工孔加工终极指南:从基础精度到工艺选型决策
在机械加工领域,孔加工是最基础、最核心的工序之一。从简单的螺栓孔到精密的轴承孔,从单件小批量生产到大批量流水线作业,孔加工的质量直接决定了零件的装配性能、密封性与疲劳寿命。
本文将从基础精度标准、核心加工刀具及工艺、工艺选型决策三个维度,为制造业技术人员、数控编程人员提供一套系统、实战的孔加工解决方案,助力提升加工效率与产品合格率。
一、孔加工的基础形态与标准体系
孔加工的核心目标是实现“尺寸精准、形态规整、表面光洁、位置可靠”,其质量评价需围绕七大核心维度展开:
-
孔径精度(以IT等级衡量)
-
圆度(允许的最大圆度误差通常不超过孔径公差的1/2)
-
圆柱度(控制孔的轴线直线度与截面圆度一致性)
-
表面粗糙度(Ra/Rz双指标评价,反映孔壁光滑程度)
-
位置度(确保孔与基准面/基准孔的相对位置偏差)
-
同轴度(多台阶孔或深孔的轴线重合度要求)
-
垂直度(孔轴线与端面的垂直偏差)
这些维度共同决定了孔的装配适配性与使用稳定性。
孔加工的精度控制需遵循统一的标准体系,国际上普遍采用ISO 286(公差与配合标准),我国对应国标为GB/T 1800(极限与配合),两者核心参数一致。
孔的公差带以“基本偏差+公差等级”表示,例如H7、H8,其中H为孔的基本偏差(下偏差为0),数字7、8代表公差等级(数字越小,精度越高)。
示例:⌀25H7表示孔径基本尺寸为25mm,公差等级IT7,其尺寸范围为25~25.021mm。
图纸标注是孔加工的“施工指南”,必须规范、清晰,核心标注内容包括:孔径(含公差)、孔深、位置度基准、表面粗糙度符号。
典型标注示例:⌀25H7(孔径+公差)+ Ra 1.6μm(表面粗糙度)+ 位置度⌀0.05mm A(位置度+基准)
二、孔加工刀具及对应工艺详解
(一)钻孔刀具及钻孔工艺(Drilling)
1. 加工原理与典型设备:
钻孔是用钻头在实体材料上加工出圆孔的粗加工/半精加工方法,核心运动为钻头旋转(主运动)与轴向进给(进给运动)。
典型设备:台式钻床(≤13mm小孔)、立式钻床(≤50mm中小孔)、摇臂钻床(大中型工件多孔)、数控车床/加工中心(复杂零件联动)。
常用刀具:麻花钻(高速钢、硬质合金、涂层)、中心钻,其中麻花钻应用最广泛。
2. 可达范围:
孔径范围0.1~100mm,精度等级IT13~IT10,典型表面粗糙度Ra 12.5~3.2μm,仅能满足低精度孔需求,或作为后续精加工的预加工工序。
3. 核心实操技巧:
-
刀具选择:高速钢(低碳钢、铝合金,成本低)、硬质合金(中碳钢、铸铁,效率高)、涂层钻头(耐磨性提升2~3倍,适配难加工材料)。
-
切削参数:加工45钢时,高速钢钻头Vc=16~40m/min,f=0.1~0.3mm/r;硬质合金钻头线速度可翻倍,进给量不变。
-
冷却润滑:钢件、铸铁用乳化液,铝合金用煤油(防粘刀)。
-
排屑策略:通孔正向排屑,盲孔用螺旋槽钻头,每钻5~10mm退刀一次。
-
预加工:硬材料/大孔径需先钻定心孔(孔径为加工孔径的1/3~1/2),防止钻头偏斜。
4. 常见缺陷与对策:
-
钻孔偏斜:预钻定心孔、调整钻头垂直度、加固工件装夹。
-
孔壁粗糙:修磨钻头刃口、降低进给量、优化冷却。
-
盲孔底残留切屑:多次退刀排屑,必要时用工具清理,退刀时暂停进给再缓慢退刀。

(二)铰孔刀具及铰孔工艺(Reaming)
1. 加工原理与典型设备:
铰孔是用铰刀对预制孔(钻孔、扩孔后)进行精加工的方法,通过铰刀校准齿修光孔壁、修正尺寸,是高精度孔加工的核心工序。
典型设备:台式铰床、立式铰床、数控加工中心,批量生产可采用铰刀刀柄联动铰孔。
常用刀具:粗铰刀、精铰刀,按结构分为直柄、锥柄、浮动铰刀。
2. 可达范围:
孔径范围1~100mm,精度等级IT8~IT6(高精度铰刀可达IT5),典型表面粗糙度Ra 1.6~0.4μm,满足精密孔(轴承孔、定位孔)加工需求。
3. 核心实操技巧:
-
刀具选择:粗铰刀(IT8~IT7,Ra 1.6μm)、精铰刀(IT6~IT5,Ra 0.8~0.4μm),材料优先选硬质合金(硬材料)、高速钢(软材料、高精度)。
-
切削参数:Vc=10~30m/min(低速防积屑瘤),f=0.1~0.2mm/r(匀速防划伤)。
-
冷却润滑:钢件用专用铰孔油,铝合金用煤油。
-
排屑策略:通孔反向排屑,盲孔用带螺旋排屑槽铰刀,每铰1~2mm退刀一次。
-
预加工:预制孔尺寸比铰孔后小0.05~0.2mm,表面粗糙度≤Ra 3.2μm,无毛刺、划伤。
4. 常见缺陷与对策:
-
孔壁划伤:修磨铰刀刃口、及时排屑、优化冷却润滑。
-
孔径偏大:更换铰刀、降低进给量、调整刀具同轴度。
-
盲孔铰削不到位:选用适配长度铰刀、精准设置深度,缓慢退刀。
(三)镗孔刀具及镗孔工艺(Boring)
1. 加工原理与典型设备:
镗孔是用镗刀对已有预制孔进行扩大、修正或精加工的工艺,可加工通孔、盲孔、阶梯孔、偏心孔,核心优势是能修正预制孔轴线偏斜,适配高精度、大直径孔。
典型设备:卧式镗床(大尺寸工件)、立式镗床(盘套类)、坐标镗床(精密加工,定位精度0.002mm)、数控加工中心(复杂零件)。
常用刀具:单刃镗刀(粗镗)、双刃镗刀(浮动,精镗),按安装方式分为机夹式、焊接式。
2. 可达范围:
孔径范围10~500mm(可调整),精度等级IT8~IT6(高精度可达IT5),典型表面粗糙度Ra 1.6~0.4μm(精密镗孔可达Ra 0.2μm),适配轴承孔、液压阀孔等。
3. 核心实操技巧:
-
刀具选择:单刃镗刀(粗镗)、双刃镗刀(精镗),材料选硬质合金(钢、铸铁)、陶瓷(高温合金)、PCD(铝合金,寿命是硬质合金10倍以上)。
-
切削参数:粗镗(45钢)Vc=80~100m/min,f=0.1~0.2mm/r,ap=1~3mm;精镗ap≤0.5mm,f≤0.1mm/r,Vc=100~150m/min。
-
冷却润滑:粗镗用乳化液,精镗用专用镗孔油,喷嘴对准刀尖。
-
排屑策略:通孔正向排屑,盲孔反向排屑或高压冷却排屑。
-
预加工:预制孔比镗孔后小2~5mm(粗镗余量),预留0.1~0.3mm精镗余量,轴线偏斜≤0.1mm。
4. 常见缺陷与对策:
-
镗孔振纹:加固设备、降低线速度、缩短刀具伸出长度、选用刚性更好的镗刀。
-
孔径椭圆:选用双刃镗刀、优化装夹方式、减少装夹力。
-
盲孔底部有锥度:及时修磨镗刀、精准设置深度,退刀时暂停进给。
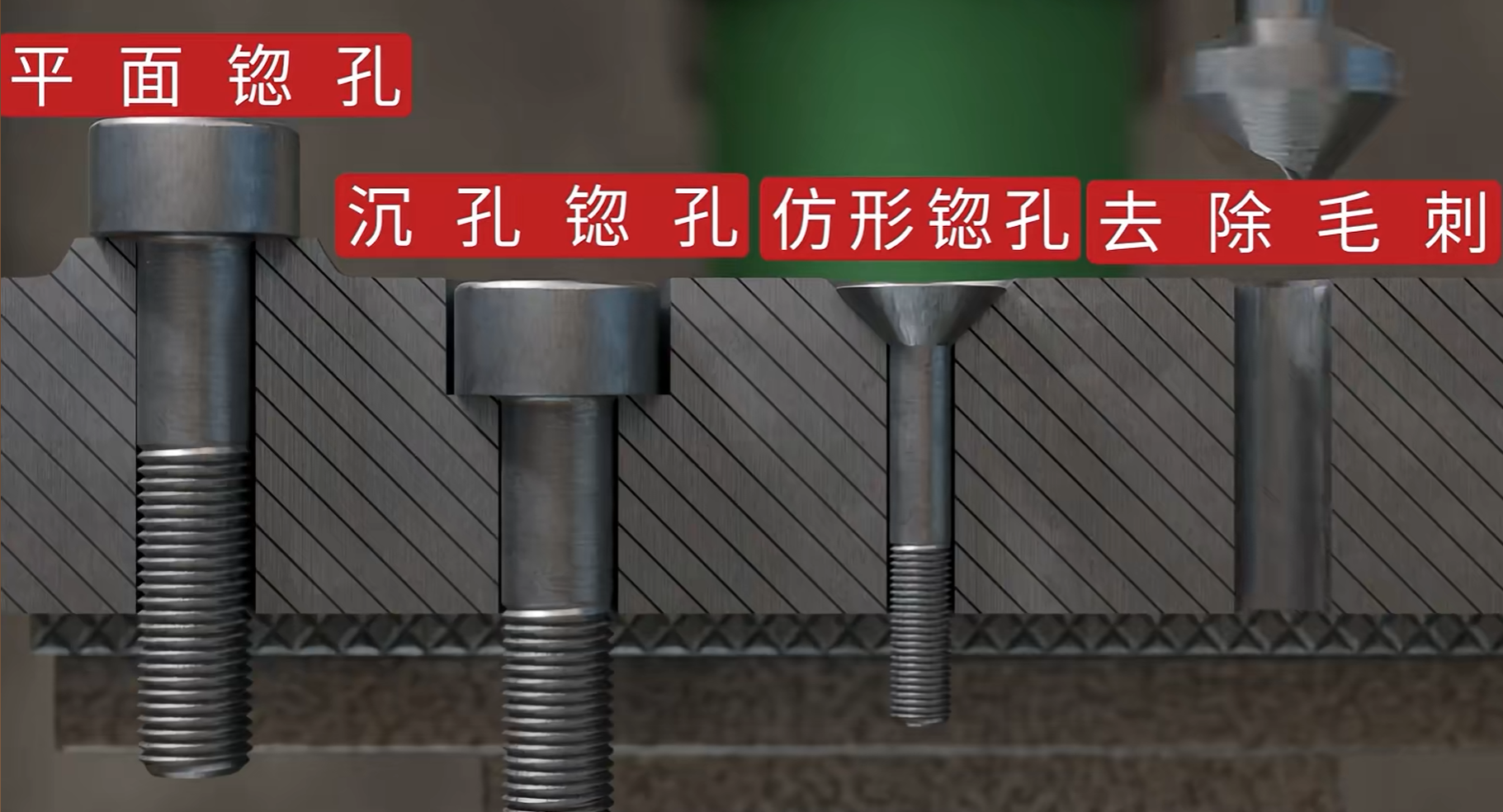
(四)锪孔刀具及锪孔工艺(Countersinking)
1. 加工原理与典型设备:
锪孔是用锪刀对预制孔端面加工,形成锥面、平面或沉头孔的辅助工艺,核心作用是保证紧固件头部与工件表面平齐,提升装配精度与美观度。
典型设备:与钻孔、扩孔通用(数控加工中心、钻床),无需专用设备。
常用刀具:锪钻(沉头、锥面)、端面锪刀,按刃数分为3刃、4刃,材料多为高速钢、硬质合金。
2. 可达范围:
适配孔径3~50mm,锥面锪孔常用角度90°、120°,平面锪孔Ra 6.3~1.6μm,锥面锪孔Ra 3.2~1.6μm,精度等级IT10~IT9,作为装配辅助工序。
3. 核心实操技巧:
-
刀具选择:沉头锪钻(适配十字槽、内六角螺钉)、锥面锪钻(适配锥形螺钉)、端面锪刀(保证端面平整);优先选硬质合金(高效耐磨),高速钢(软材料、小批量)。
-
切削参数:Vc=15~30m/min(略低于钻孔),f=0.1~0.3mm/r,匀速进给。
-
冷却润滑:与钻孔一致(钢件乳化液,铝合金煤油),重点润滑刃口。
-
排屑策略:正向排屑,盲孔沉头需多次退刀排屑。
-
预加工:预制孔无毛刺、偏斜,沉头孔深度需与紧固件头部尺寸匹配。
4. 锪孔与紧固件尺寸匹配简易对照表(实战常用):
|
紧固件类型
|
螺钉规格(M)
|
锪孔角度
|
沉头孔直径(mm)
|
沉头深度(mm)
|
适配预制孔直径(mm)
|
|
内六角沉头螺钉
|
|||||
|
内六角沉头螺钉
|
M3
|
90°
|
6.2~6.3
|
2.1
|
3.2
|
|
内六角沉头螺钉
|
M4
|
90°
|
7.2~7.3
|
2.6
|
4.2
|
|
内六角沉头螺钉
|
M5
|
90°
|
8.2~8.3
|
3.1
|
5.2
|
|
内六角沉头螺钉
|
M6
|
90°
|
10.2~10.3
|
3.6
|
6.3
|
|
内六角沉头螺钉
|
M10
|
90°
|
16.2~16.3
|
5.1
|
10.5
|
|
内六角沉头螺钉
|
M12
|
90°
|
18.2~18.3
|
6.1
|
12.5
|
|
十字槽沉头螺钉
|
|||||
|
十字槽沉头螺钉
|
M3
|
90°
|
6.1~6.2
|
2.0
|
3.2
|
|
十字槽沉头螺钉
|
M4
|
90°
|
8.1~8.2
|
2.5
|
4.2
|
|
十字槽沉头螺钉
|
M10
|
90°
|
16.1~16.2
|
5.0
|
10.5
|
|
十字槽沉头螺钉
|
M12
|
90°
|
18.1~18.2
|
6.0
|
12.5
|
|
锥形螺钉(锥度1:10)
|
|||||
|
锥形螺钉(锥度1:10)
|
M5
|
60°
|
8.0
|
3.0
|
5.0
|
|
锥形螺钉(锥度1:10)
|
M8
|
60°
|
12.0
|
4.5
|
8.0
|
|
锥形螺钉(锥度1:10)
|
M10
|
60°
|
16.0
|
5.0
|
10.0
|
5. 常见缺陷与对策:
-
沉头孔角度偏差:选用对应角度锪刀、调整刀具同轴度。
-
沉头孔底部不平整:修磨锪刀刃口、匀速进给。
-
沉头孔深度超差:精准设置深度、及时更换锪刀,加工后用塞规检测。

(五)扩孔刀具及扩孔工艺(Reaming)
1. 加工原理与典型设备:
扩孔是用扩孔钻扩大预制孔(钻孔后)的半精加工方法,可修正钻孔的尺寸与形状误差,是连接钻孔与精加工的过渡工序。
典型设备:与钻孔通用,数控加工中心可直接联动扩孔。
常用刀具:扩孔钻(3刃、4刃),材料分为高速钢、硬质合金。
2. 可达范围:
孔径范围3~120mm,精度等级IT10~IT9,典型表面粗糙度Ra 6.3~1.6μm,介于钻孔与铰孔之间,为后续精加工预留均匀余量。
3. 核心实操技巧:
-
刀具选择:优先选硬质合金(高效),高速钢(小批量、软材料),扩孔钻刃数多(3~4刃),刚性好、不易偏斜。
-
切削参数:Vc=20~50m/min(略低于钻孔),f=0.2~0.5mm/r(高于钻孔)。
-
冷却润滑:与钻孔一致,重点润滑刃口。
-
排屑策略:通孔正向排屑,盲孔用带排屑槽扩孔钻,多次退刀排屑。
-
预加工:预制孔比扩孔后小0.5~2mm(孔径越大,余量越大),无明显偏斜、毛刺。
4. 常见缺陷与对策:
-
孔径超差:选用合格扩孔钻、匀速进给。
-
孔壁有台阶:调整刀具同轴度、预钻定心孔。
-
盲孔扩孔底部残留余量:精准控制深度,预留0.1~0.2mm精加工余量,避免刀具碰撞孔底。
三、孔加工工艺选型决策指南
孔加工工艺的选型核心是“匹配需求、兼顾效率与成本”,需结合孔径大小、精度要求、批量规模、零件结构四大核心因素,选择单一加工方法或组合工艺。
先通过横向对比表格,明确5种加工方法的核心差异:
|
加工方法(刀具)
|
加工效率
|
可达精度(IT)
|
表面粗糙度(Ra/μm)
|
适用孔径(mm)
|
需预制孔
|
设备门槛
|
单件成本
|
|
钻孔
|
高(粗加工)
|
13~10
|
12.5~3.2
|
0.1~100
|
否
|
低
|
最低
|
|
铰孔
|
中(精加工)
|
8~5
|
1.6~0.4
|
1~100
|
是
|
中
|
中
|
|
镗孔
|
中低(高精度)
|
8~5
|
1.6~0.2
|
10~500
|
是
|
高
|
中高
|
|
锪孔
|
高(辅助工序)
|
10~9
|
6.3~1.6
|
3~50
|
是
|
低
|
低
|
|
扩孔
|
中高
|
10~9
|
6.3~1.6
|
3~120
|
是
|
低
|
低
|
决策流程图(文字版,清晰易懂):
-
第一步:确定孔径大小
-
孔径≤3mm:优先钻孔(IT13~IT10),高精度需“钻孔→铰孔”。
-
孔径3~30mm:粗加工钻孔,半精加工“钻孔→扩孔”,精加工“钻孔→扩孔→铰孔(通孔)”或“钻孔→镗孔(盲孔)”,需装配加锪孔。
-
孔径≥30mm:优先镗孔(高精度),半精加工“钻孔→扩孔”,精加工“扩孔→镗孔”。
-
-
第二步:确定精度要求
-
粗加工(IT13~IT11):单一钻孔。
-
半精加工(IT10~IT9):钻孔→扩孔,需装配加锪孔。
-
精加工(IT8~IT7):通孔“钻孔→扩孔→铰孔”,盲孔/大直径“钻孔→镗孔”。
-
超高精度(IT6~IT5):钻孔→扩孔→精镗/精铰。
-
-
第三步:确定批量规模
-
单件/小批量:加工中心联动,选用钻孔、镗孔、扩孔、锪孔。
-
中批量:“钻孔→扩孔→铰孔”“钻孔→镗孔”,需装配加锪孔。
-
大批量:“钻孔→扩孔→铰孔”(高效),配合锪孔,大直径用“钻孔→镗孔”。
-
-
第四步:确定零件结构与装配需求
-
通孔+装配:钻孔→锪孔,高精度加“扩孔→铰孔”。
-
盲孔:优先“钻孔→镗孔”“钻孔→扩孔”,避免锪孔。
-
阶梯孔/偏心孔:优先镗孔,配合“钻孔→扩孔”。
-
仅粗加工:单一钻孔。
-
实战常用组合工艺示例:
-
1. 钻→锪→扩→铰:φ3~30mm高精度通孔(需装配),精度IT7~IT6,Ra 1.6~0.8μm,中小批量首选。
-
2. 钻→扩→镗:φ10~500mm大直径/高位置度孔,精度IT8~IT6,适配盲孔、阶梯孔,单件小批量适用。
-
3. 钻→锪:φ3~50mm普通装配孔,效率高、成本低,大批量适用。
-
4. 钻→扩→铰:φ1~30mm高精度无装配孔,精度IT6~IT5,Ra 0.8~0.4μm,满足精密配合。
四、总结与趋势
孔加工作为机械加工的核心工序,其质量直接影响零件的装配性能、密封性与疲劳寿命,而刀具选择与工艺匹配是关键。
本文围绕5种核心孔加工工艺,系统拆解了原理、实操技巧与缺陷对策,结合选型指南,可满足不同场景加工需求。
0