
商城公告
新闻资讯
产品资讯
技术文章
知识库
10
2026.4
作者
274
阅读量
数控机床切断加工终极指南:车削 / 加工中心 3 种方法 + 选型逻辑
在数控加工领域,切断工序看似简单,却直接决定零件后续加工精度、材料利用率和生产效率。无论是数控车床的回转体切断,还是加工中心的型材切割,选对方法、掌握实操技巧,才能避免断刀、毛刺、精度偏差等痛点。今天,这份针对性极强的数控机床切断终极指南,从基础概念到工艺选型,从实操技巧到安全规范,干货满满,助力机械加工人高效避坑、精准施工!
一、数控切断的基础概念
数控切断是指在数控机床上,通过刀具旋转(加工中心)或工件旋转(数控车床),配合精确的径向/轴向进给运动,将棒料、管料或型材从母材上分离的切削工艺。与手动切割不同,数控切断追求的是高重复精度与稳定的过程控制,是批量生产中不可或缺的关键工序。
评判切断质量的核心指标,直接决定后续工序成本,缺一不可:
-
切断面粗糙度(Ra):直接影响后续端面精加工余量,精度不足会增加额外加工工时。
-
端面垂直度:决定零件总长公差能否控制在±0.05mm以内,是装配精度的基础。
-
毛刺高度:关乎去毛刺工序的工时成本,过高毛刺会损伤定位面,影响后续装夹。
-
尺寸重复精度(CpK):批量生产时长度尺寸的一致性,CpK≥1.33为过程稳定标准,是规模化生产的核心要求。
二、数控机床上可用的切断方法
目前数控切削领域共有三种主流的切断实现路径,分别对应不同的机床结构与工件特征,精准匹配才能实现效率与精度双提升。
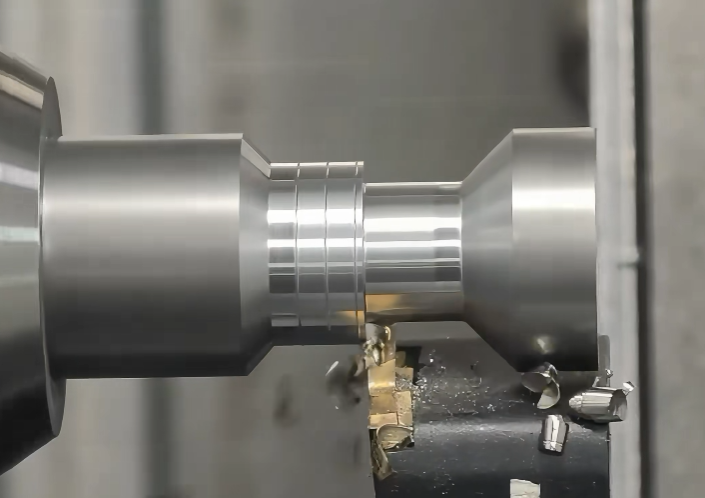
方法1:数控车床切断(外圆/内孔切断)
核心原理:主轴带动工件高速旋转,切断刀沿X轴(径向)做直线切入运动,直至中心部位分离,是回转体零件切断的首选方式。
刀具选型(关键重点):
-
高速钢切断刀:仅用于小批量、低硬度有色金属(如铝、铜),效率低、耐磨性差,不适用于批量生产。
-
硬质合金涂层切断刀:主流选择,适合钢件及不锈钢,推荐PVD涂层(如TiAlN),耐磨性和耐高温性显著提升。
-
刀片结构:优先选用机夹式切槽切断刀片(如ISCAR Tang-Grip、Sandvik CoroCut系列),自带断屑槽设计和内冷孔,可有效避免缠屑、断刀。
工艺参数与效果:
-
可达切断直径:常规卧式数控车床≤Φ100mm;大型斜床身车床可达Φ200mm以上,满足不同规格工件需求。
-
表面粗糙度:Ra 1.6~6.3 μm,可满足多数零件后续加工基准要求。
实操高阶技巧:
-
严格的中心高校准:刀尖必须高于工件回转中心0.00~0.05mm。过低易产生“扎刀”崩刃,过高则后刀面磨损加剧且中心残留凸台,直接影响后续加工。
-
恒表面速度控制(G96):编程时必须使用G96指令(例如G96 S120 M3),随着X值减小自动提高主轴转速,保持切削力稳定,避免切削不均导致的精度偏差。
-
切削液靶向供给:确保高压冷却液精准喷射至刀尖前刀面卷屑槽位置,既能带走切削热量、延长刀具寿命,又能辅助断屑,避免缠屑隐患。
-
终点减速防凸:切断临近中心时(X≤2mm),进给率适当降低30%~50%,防止因材料刚性变差导致挤压崩断,避免产生中心残留凸台。
常见缺陷与应对:
-
中心凸台:多由刀尖磨损或对刀高度错误导致,需及时更换刀片、重新校准刀尖高度。
-
工件飞出:未使用副主轴接料器或切断转速过高,需加装接料装置,优化末端切削参数。
方法2:加工中心/数控铣床锯片铣刀切断
核心原理:工件通过虎钳或压板固定于工作台,主轴带动锯片铣刀高速旋转,通过工作台移动(G01)完成切割,适合非回转体零件。
刀具核心参数:
-
外径与厚度:常用外径Φ63~Φ150mm,厚度1.0~4.0mm。切缝宽度由刀片厚度直接决定,厚度越小,材料损耗率越低,需根据工件精度需求选择。
-
齿形选择:粗齿锯片适合铝、铜等易排屑材料,细齿锯片适合薄壁钢管,可有效减少振动、避免管壁变形。
适用性与效果:
-
适用对象:薄壁管材、铝型材、板类零件及非回转体工件,避让干涉能力强。
-
最大切断厚度:≤50mm(受限于锯片刚性,过厚易导致锯片抖动,影响切割精度)。
-
表面粗糙度:Ra 3.2~12.5 μm,切割后需后续钳工去毛刺,适合对表面精度要求不高的工件。
实操高阶技巧:
-
顺铣优先:必须采用顺铣方式,切削力将工件压向工作台,减少振动波纹,提升切缝平整度。
-
分层啄式切断:对于深腔切断(深度>20mm),编写子程序进行啄式进给(每次切入5mm后微量回退),利于排屑和冷却液进入,避免切屑堵塞导致断刀。
-
每齿进给量微调:进给速度F值必须根据公式 F = fz × Z × S 计算。fz(每齿进给)建议在0.01~0.03mm/齿区间微调,过大易导致锯片断齿,过小则效率低下。
-
侧刃修光:使用带侧刃修光刃的锯片铣刀,可显著降低切缝两侧的纵向毛刺,减少后续去毛刺工时。
常见缺陷与应对:
-
切缝过宽/偏摆:锯片夹持刚性不足或主轴跳动大,需检查夹头精度、更换刚性更强的锯片。
-
边缘卷边:刀具钝化导致挤压变形而非切削,需及时修磨或更换锯片。
方法3:数控车削中心动力刀具切断
核心原理:车削中心C轴抱闸锁紧主轴,动力刀座(径向或轴向)驱动旋转刀具(锯片铣刀或立铣刀),对静止或分度旋转的工件进行切断,适合复杂异形件加工。
核心应用场景:
-
异形材料:方钢、六角棒、挤压铝型材等非回转体工件,无法通过常规车床切断。
-
角度切断:通过C轴插补实现非90°斜角端面切断,可实现工序复合,减少装夹次数。
工艺特点与精度:
-
精度:受限于动力刀座刚性,进给需保守,避免过载,精度略低于常规数控车床切断。
-
粗糙度:Ra 1.6~6.3 μm,可满足异形件后续加工基准要求。
实操高阶技巧:
-
锁紧扭矩确认:必须使用M代码(如M10)锁紧主轴刹车,防止切削力导致工件微观转动,引发打刀事故。
-
降载进给:动力刀头内部齿轮传动易过载,进给率应比加工中心降低20%~30%,延长刀座使用寿命。
-
刀具悬伸最小化:动力刀座本身悬伸较长,刀具伸出长度仅需超过工件切断半径即可,切勿过长,避免振动影响精度。

三、数控切断工艺选型决策
选择何种切断方法,核心取决于工件几何特征与现有设备配置,以下表格可快速匹配最优方案,避免试错成本:
|
切断方法
|
适用工件形状
|
最大切断直径/厚度
|
表面质量
|
效率
|
设备要求
|
|---|---|---|---|---|---|
|
数控车床切断
|
回转体棒料、厚壁管
|
≤Φ100mm(常见)
|
良
|
极高
|
2轴数控车床
|
|
加工中心锯片切断
|
非回转体、板/型材
|
厚度≤50mm
|
中(需去刺)
|
中
|
3轴立式铣床
|
|
动力刀具切断
|
方料、异形、需斜角
|
小尺寸/薄壁
|
良
|
低
|
车削中心(带Y/C轴)
|
决策逻辑总结:
-
纯圆形棒料/管料 ➜ 数控车床切断(效率最高,成本最低,适配批量生产)。
-
矩形铝板、方管、型材 ➜ 加工中心锯片铣刀切断(避让干涉能力强,适配非回转体)。
-
六角棒端面需倒角或异形斜切 ➜ 车削中心动力刀具(工序复合,一次成型,减少装夹误差)。
四、总结与安全提示
切断虽看似简单,却是决定零件长径比精度与后端自动化上料兼容性的关键工序。高质量的切断面可省去二次端面车削工序,大幅降低生产成本、提升生产效率,尤其在批量生产中,每一个细节的优化都能带来显著的效益提升。
0