
商城公告
新闻资讯
产品资讯
技术文章
知识库
10
2026.4
作者
201
阅读量
数控表面加工终极指南:车削、铣削、拉削的纹理特征、常见缺陷与实操技巧
本文从基础形态到实战选型,系统拆解三大核心工艺的表面特征、缺陷对策及选型决策逻辑,助您一次选对加工方法。
在机械制造领域,表面加工质量直接决定零件的耐磨性、疲劳寿命与配合精度。然而,面对图纸上密密麻麻的粗糙度符号和纹理要求,许多工艺人员依然在车、铣、拉之间举棋不定。本文从基础形态到实战选型,系统拆解三大核心工艺的表面特征、缺陷对策及决策逻辑,助您一次选对加工方法。
一、基础形态与标准体系:读懂“表面语言”
表面加工质量并非单一数值,而是由三个核心维度构成:
-
粗糙度(Ra / Rz):微观几何形状偏差,Ra(轮廓算术平均偏差)最常用,Rz(微观不平度十点高度)适用于较粗糙表面。
-
波纹度:介于形状误差与粗糙度之间的周期性起伏,常由振动或主轴跳动引起。
-
纹理方向:加工刀痕的走向,影响润滑保持性和密封性能。
国际标准体系对照
-
ISO 1302:旧版使用▽符号(▽表示需去除材料,▽▽、▽▽▽对应不同粗糙度等级);新版采用a、b、c等参数标记法,但行业仍沿用旧符号习惯。
-
GB/T 1031:等效采用ISO标准,规定Ra、Rz、Ry等参数。
-
ASME B46.1:美国标准,常用Ra(μin)或Rq,标注风格更简化。
粗糙度等级(N1~N12)与Ra范围(μm)
|
等级
|
N1
|
N2
|
N3
|
N4
|
N5
|
N6
|
N7
|
N8
|
N9
|
N10
|
N11
|
N12
|
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Ra(μm)
|
0.025
|
0.05
|
0.1
|
0.2
|
0.4
|
0.8
|
1.6
|
3.2
|
6.3
|
12.5
|
25
|
50
|
图纸标记规则
-
基本符号(✔️ 无横线):表示表面允许任意加工方式。
-
去除材料符号(✔️ 加一横线):必须通过切削、磨削等去除材料获得。
-
不去除材料符号(✔️ 加圆圈):表示铸造、锻造、热轧等原始表面。
-
标注示例:`Ra 1.6 ▽▽` 表示需去除材料、粗糙度Ra≤1.6μm,相当于N7级;`Ra 0.8 ▽▽▽` 为超精加工等级。

二、三种核心表面加工的深度拆解
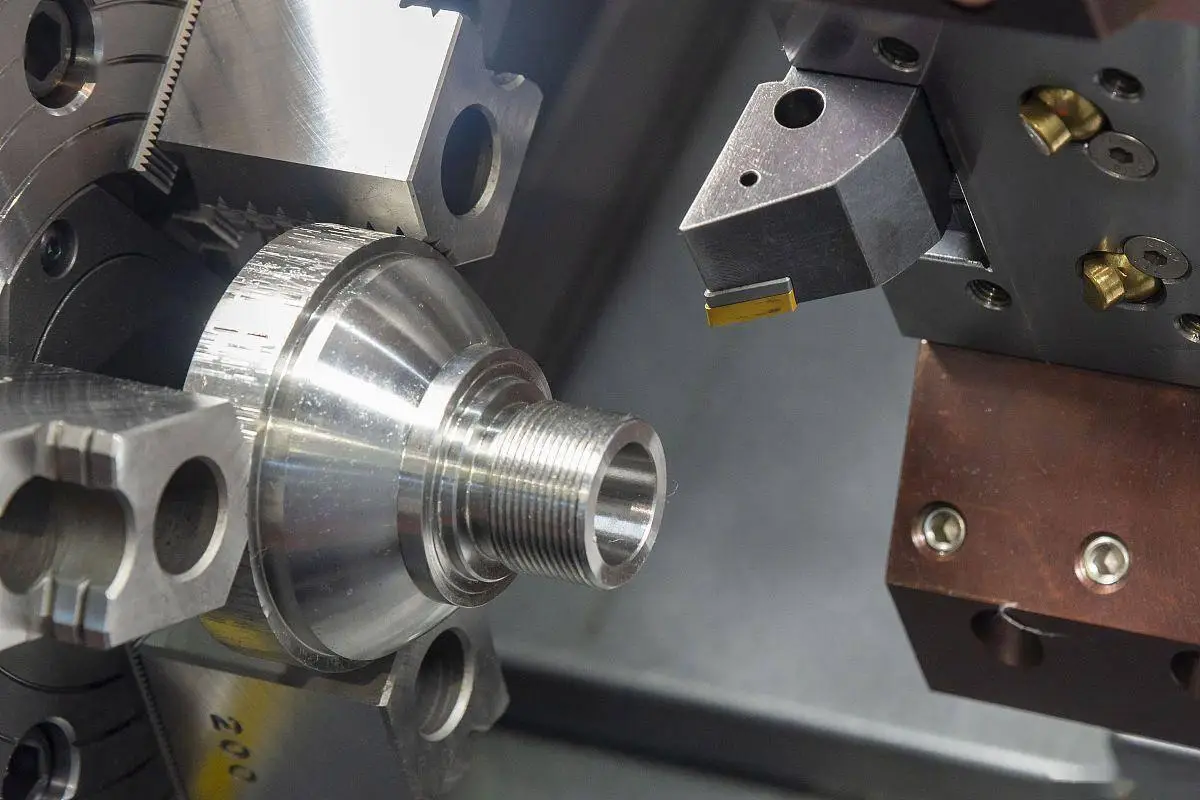
2.1 车削表面
典型纹理特征与形成机理
车削表面呈现螺旋状进给纹路,纹理方向与圆周运动相切。每转进给量f(mm/r)和刀具圆弧半径rε共同决定了理论残留高度。实际加工中,材料塑性流动和积屑瘤会破坏规则纹理,形成亮带或鳞刺。
可达粗糙度范围(Ra, μm)
-
粗车:3.2~12.5
-
精车:0.8~1.6
-
超精车(金刚石车刀):0.025~0.4
常见缺陷
-
振纹:系统刚性不足或切削参数匹配不当,表面出现等距波浪。
-
鳞刺:低速切削中碳钢时,切屑与前刀面剧烈摩擦,撕裂材料形成鳞状凸起。
-
螺旋刀痕过深:进给量过大或刀尖圆弧太小。
实操技巧
-
刀具几何:精车时采用大前角(15°~25°)、小后角(5°~8°),修光刃长度≥1.2倍进给量。
-
切削参数:避免产生积屑瘤的速度区间(中碳钢避开15~30 m/min);精车线速度80~120 m/min,进给量0.05~0.15 mm/r。
-
冷却润滑:极压乳化液充分喷向切削区,降低摩擦和温升。
图纸标注示例
`Ra 1.6 ▽▽`(外圆面) + 纹理符号“=”表示纹理方向平行于轴线。
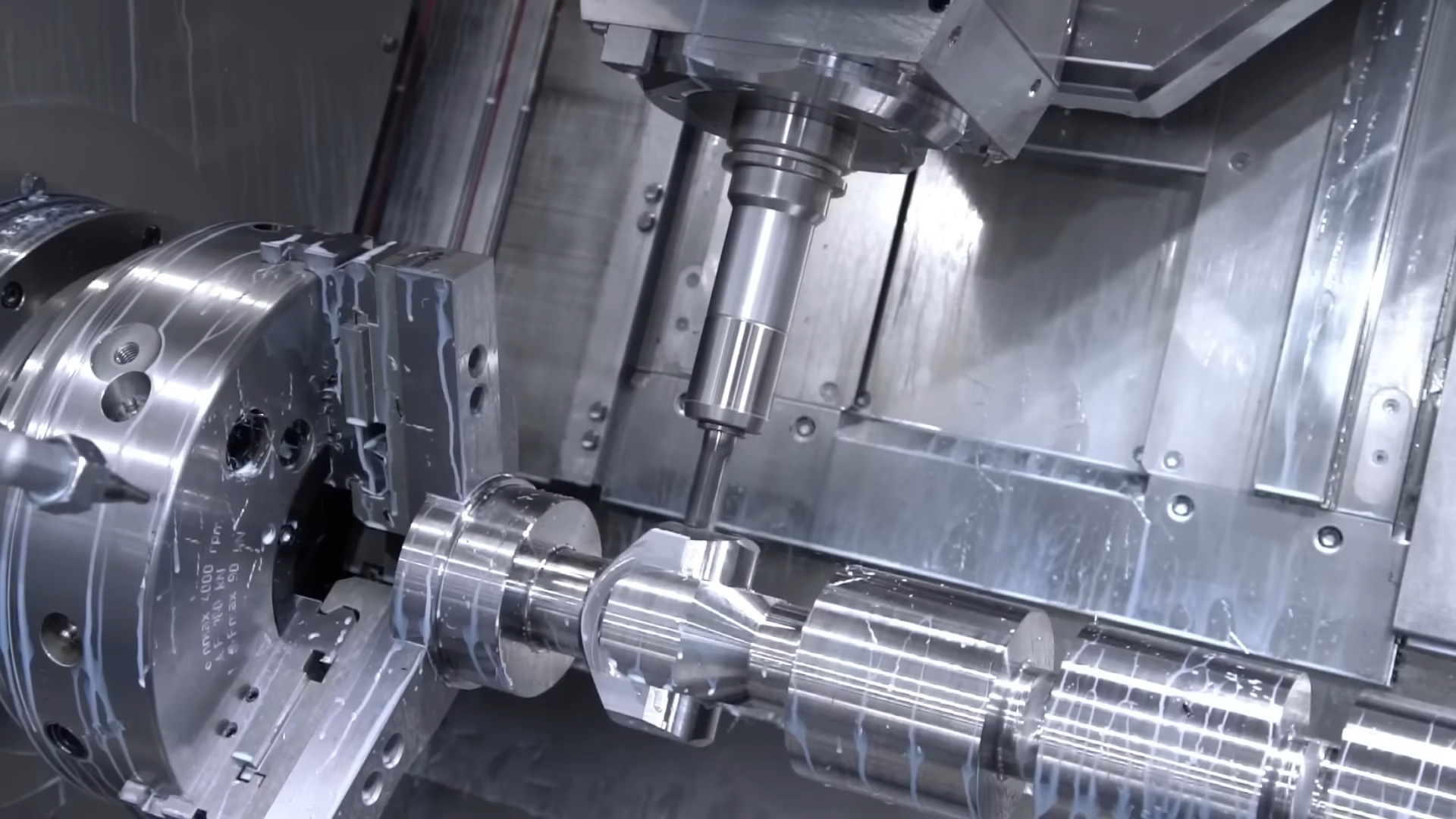
2.2 铣削表面
典型纹理特征与形成机理
铣削表面由周期性圆弧刀痕构成,端铣时刀痕呈同心圆状或摆线状,周铣则留下间隔的月牙形接刀痕。每齿进给量fz和刀具偏摆直接影响残留高度,且由于铣削是断续切削,表面常伴随微硬化层。
可达粗糙度范围(Ra, μm)
-
粗铣:6.3~12.5
-
半精铣:1.6~3.2
-
精铣:0.4~0.8(高精度铣床+金刚石刀片)
常见缺陷
-
接刀痕:换刀或行距(步距)设置不当,产生台阶状凸棱。
-
表面硬化:铣削高温和塑性变形导致表层硬度升高,影响后续加工。
-
刀纹不均匀:主轴跳动或刀具动平衡不良。
实操技巧
-
刀具角度:采用正前角螺旋铣刀(螺旋角30°~45°),减少切削力;精铣时使用多齿刀盘(齿数≥6)。
-
参数优化:顺铣为主,减小每齿进给量(0.05~0.15 mm/z);行距≤刀具直径的60%,可显著降低残留高度。
-
冷却策略:微量润滑(MQL)或高压内冷,及时冲走切屑,避免二次切削。
图纸标注示例
`Ra 0.8 ▽▽▽` 上方加纹理符号“X”表示纹理呈交叉网格状(用于滑动面)。
2.3 拉削表面
典型纹理特征与形成机理
拉削利用多齿拉刀一次行程完成粗、半精、精加工。表面呈现平行于拉削方向的直纹,纹理均匀细密。每个刀齿的齿升量(侧刃或圆孔拉刀)逐齿递增,最终精切齿修光形成光滑表面。拉削本质是挤压+切削复合作用,适合大批量内孔、键槽和渐开线花键。
可达粗糙度范围(Ra, μm)
-
粗拉拉削:1.6~3.2
-
精拉拉削:0.4~0.8
-
超精拉削(带挤压抛光齿):0.1~0.2
常见缺陷
-
撕裂:容屑槽堵塞或前角过小,切屑堆积拉伤已加工面。
-
鳞刺:拉削速度过低(<2 m/min)或冷却不足,产生粘附。
-
环状振纹:拉刀齿距与系统固有频率耦合。
实操技巧
-
刀具设计:圆孔拉刀精切齿带0.2~0.3 mm修光刃,倒锥量0.005~0.01 mm/100mm避免刮擦;前角根据材料选择(铸铁5°~10°,铝合金15°~20°)。
-
工艺参数:拉削速度3~8 m/min(高速钢拉刀),采用极压切削油充分润滑和冲洗。
-
刀齿排列:粗切齿升量0.02~0.05 mm,精切齿0.005~0.015 mm,最后配置1~2个挤压抛光齿(无切削刃,仅挤压)。
图纸标注示例
内孔标注 `Ra 0.8 ▽▽▽` 并在指引线旁注明“拉削加工”或“BROACH”。
三、工艺选型决策指南
3.1 五维横向对比表
|
维度
|
车削
|
铣削
|
拉削
|
|---|---|---|---|
|
加工效率
|
中等(单刃连续切削)
|
较低(多刃断续切削,需换刀/步进)
|
极高(一次成型,节拍≤30秒)
|
|
表面质量等级(最高Ra)
|
0.025 μm(金刚石车)
|
0.4 μm(精铣)
|
0.1 μm(挤压拉削)
|
|
典型零件特征
|
外圆、内孔、端面、螺纹
|
平面、槽、型腔、复杂轮廓
|
圆孔、键槽、花键、异形通孔
|
|
单件成本
|
低(小批量)
|
中(柔性高)
|
极高(拉刀昂贵,仅适合大批量)
|
|
设备门槛
|
普通数控车床
|
加工中心(三轴/五轴)
|
拉床(立式/卧式,专用设备)
|
其他方法快速参考:
-
磨削(Ra 0.025~0.4):适合淬硬钢、超精外圆/内孔,成本高于车铣。
-
铰削(Ra 0.4~1.6):中小直径孔的精加工,效率低于拉削。
-
钻削(Ra 1.6~6.3):仅作粗加工,不能直接满足精孔要求。
3.2 决策流程图(文字描述)
请按以下顺序回答零件特征与要求,即可锁定首选工艺:
-
判断表面类型
-
外圆或内孔(通孔,长度≤5倍孔径)→ 进入第2步
-
平面或开放式槽 → 进入第3步
-
键槽、花键、异形通孔 → 直接选拉削(前提:大批量生产,Ra≤1.6)
-
封闭型腔或3D曲面 → 选铣削(无法用拉削)
-
-
外圆/内孔的粗糙度要求
-
Ra ≤ 0.1 → 先车(或镗)留余量0.1~0.2 mm,再磨削
-
Ra 0.1~0.4 → 金刚石超精车(铝/铜)或 精车+滚压
-
Ra 0.8~1.6 → 精车(单件)或 精拉(大批量通孔)
-
Ra ≥ 3.2 → 粗车即可
-
-
平面的粗糙度要求
-
Ra ≤ 0.4 → 精铣后手工抛光或磨削
-
Ra 0.8~1.6 → 精铣(使用面铣刀,小行距)
-
Ra ≥ 3.2 → 粗铣或直接锯切面
-
3.3 跨方法组合策略
-
粗车 + 精拉:适用于大批量液压阀芯孔。粗车预留0.2~0.3 mm余量,再拉削至Ra 0.4,效率比单拉提高30%。
-
铣削 + 手工抛光:模具型腔粗铣后留0.05 mm余量,由钳工用油石抛光至Ra 0.1,规避磨削干涉。
-
拉削 + 电化学去毛刺:拉削后键槽边缘易出微小毛刺,采用电化学处理可无损去除,提升清洁度。
表面加工质量绝非图纸上冰冷的符号,它直接决定零件的疲劳寿命(改善可达300%)、配合精度和耐腐蚀性。车、铣、拉各有优势,正确的选型能同时降低成本与质量风险。
希望这份表面加工终极指南,能成为你数控加工路上的实用工具书,帮你破解车 / 铣 / 拉工艺选型、表面质量控制等生产痛点,有效提升加工效率与零件品质。
0