
17
2026.3
作者
190
阅读量
在机加工和涂层行业,有一个极易被忽视的“反直觉”现象:一把刚磨出来、锋利到能吹毛断发的刀具,如果直接送去镀膜,往往寿命极短,甚至还没怎么用就崩了。
反而是那些经过特意“弄钝”处理的刀具,涂层后的寿命能翻几倍。
这个“弄钝”的过程,学名叫刃口钝化(Edge Preparation / Honing)。对于高端硬质合金刀具来说,它不是可选项,而是涂层前的必选项。
为什么好不容易磨锋利的刀又要把它搞钝?这要从PVD镀膜的微观物理机制说起。
01避免“尖端放电”引发的“狗骨头”效应
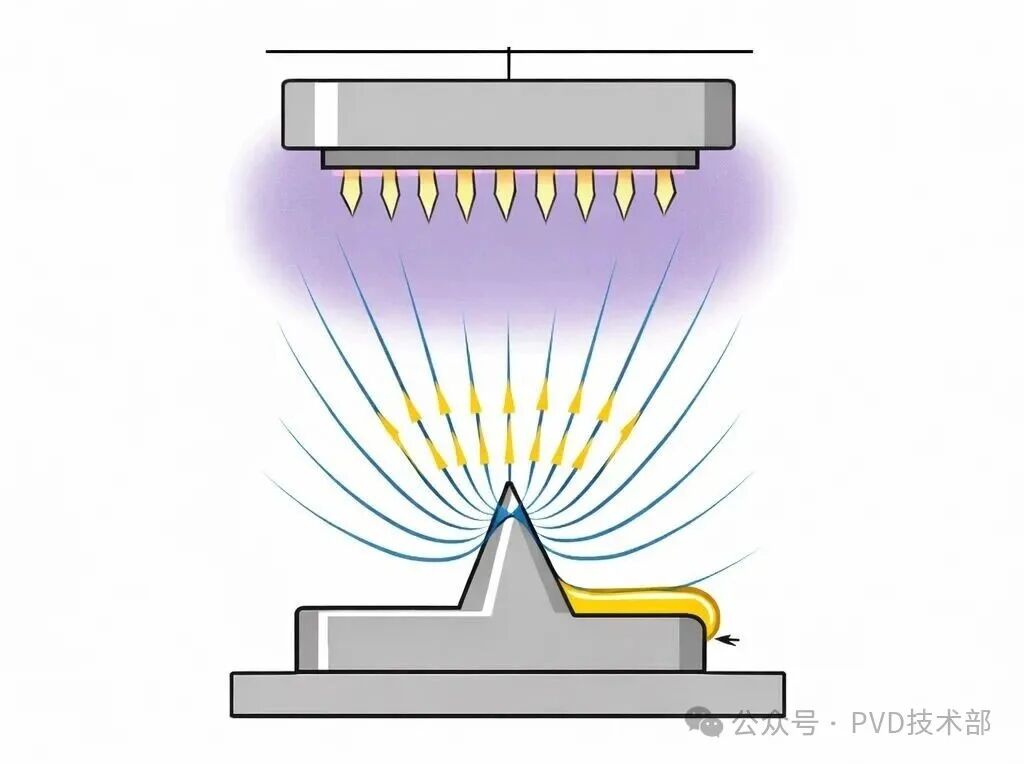
PVD(物理气相沉积)镀膜时,工件通常会加上负偏压,带正电的离子在电场吸引下飞向工件。
物理学告诉我们,电荷最喜欢在尖端聚集。如果刀具的刃口绝对锋利(曲率半径极小),那么在镀膜过程中,刃尖处的电场强度会远高于平坦的面。
这就导致了一个灾难性的后果:离子会疯狂地轰击这个尖端。
结果就是,刃口处的膜层长得特别快、特别厚。这种超厚的沉积物通常结构疏松,内应力巨大,形状看起来像个哑铃或者骨头,行话叫“狗骨头”效应。
这个“狗骨头”非常脆,在切削接触工件的第一秒,它就会像脆饼干一样碎裂,甚至连带着基体一起剥落。
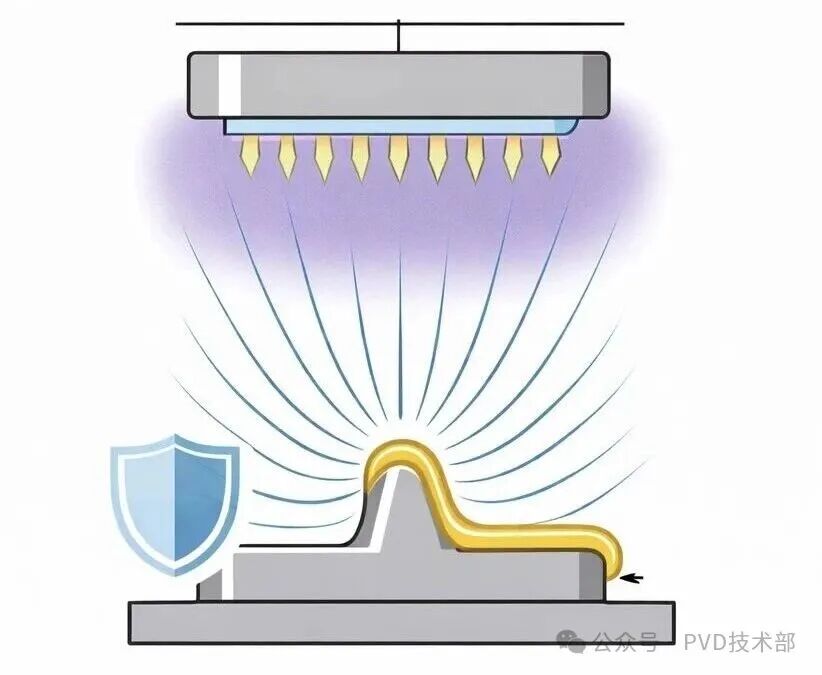
通过钝化,把尖锐的刃尖变成一个圆滑的R角,电场分布就均匀了,膜层才能长得致密且厚度一致。
02消除磨削留下的微观“锯齿”
我们肉眼看一把精磨后的刀具,刃口似乎是一条笔直的线。但如果你拿500倍显微镜去看,会发现那根本不是直线,而是布满了细小的缺口、翻边和裂纹,像锯齿一样。
这是砂轮磨削留下的必然痕迹。如果在这种“微观锯齿”上直接镀膜,会有两个隐患:
第一,涂层是用来保护基体的,但它填不平这些微观裂纹。裂纹处会产生空隙,成为涂层结合力最薄弱的地方。
第二,在切削受力时,这些微小的锯齿就是应力集中点,也是裂纹扩展的源头,极易导致微崩刃。
钝化工艺(无论是用尼龙刷、喷砂还是拖拽式研磨),本质上是一次极高精度的抛光。它磨平了这些微观锯齿,消除了表面微裂纹,给涂层提供了一个完美的、连续的附着基面。
03解决“薄冰效应”,提供机械支撑
涂层的硬度通常极高(2500HV-3500HV),而硬质合金基体的硬度相对较低(1500HV左右)。
如果刃口绝对锋利,意味着刃尖的截面积无限趋近于零。在切削高硬度材料时,巨大的切削冲击力加载在这个极小的点上,压强是惊人的。
这就好比在薄冰上放重物。再硬的涂层,如果下面没有足够的基体体积来做支撑,也会瞬间塌陷。涂层一旦失去支撑,就会像蛋壳一样碎掉。
通过钝化处理出几十微米的R角,大大增加了刃口区域的截面积和刚性。这就像拱桥的原理一样,能更有效地分散切削冲击力,让基体能“撑得住”表面的硬涂层。
04 钝化不是越圆越好,要有度
钝化虽然好,但也不能瞎磨。如果钝化过头了,R角太大,刀具真的就变钝了,切削阻力会激增,产生大量切削热,反而把涂层烧坏。
通常这里有一个经验法则:钝化半径(R值)通常设定为涂层厚度的1.5到2倍左右。
举个例子,如果你打算镀3微米的膜,那么刃口钝化的R值控制在4-6微米比较合适;如果是重切削,可能会加大到20-40微米。
当然R值没有放之四海皆准的固定公式,会随切削材料、工况(连续/断续、冲击大小)、刀具材质与涂层体系而变化。
05总结
好马配好鞍,好涂层配好刃。
刃口钝化,看似是把刀“弄钝”,实则是为了让刀具“退一步,进两步”。它消除了尖端效应,平整了微观缺陷,增强了基体支撑。
下次如果遇到涂层频繁崩刃、掉膜,别急着怪炉子,不妨先去拿显微镜看看,你的刀具刃口是不是太“锋利”了。