
14
2025.1
作者
523
阅读量
一、夹具定义
• 夹具
加工工件时,为完成某道工序,用来正确迅速安装工件的装置。
机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具检验夹具、装配夹具、机床夹具等。其中机床夹具最为常见,常简称为夹具。
夹具通常由定位元件、夹紧装置、对刀引导元件、分度装置连接元件以及夹具体(夹具底座)等组成。
二、夹具分类
1、通用夹具
已标准化的夹具。
如:机用虎钳、卡盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种标准附件。
特点:定位精度不易保证,生产率低,仅适用于单件小批量生产。
2、专用夹具
为某一特定零件的特定工序专门设计和制造的夹具。
为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。
所以:定位精度高,生产事高,适用千大批量生产。
3、可调夹具
可以更换或调整元件的专用夹具。
4、组合夹具
由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
三、夹具组成
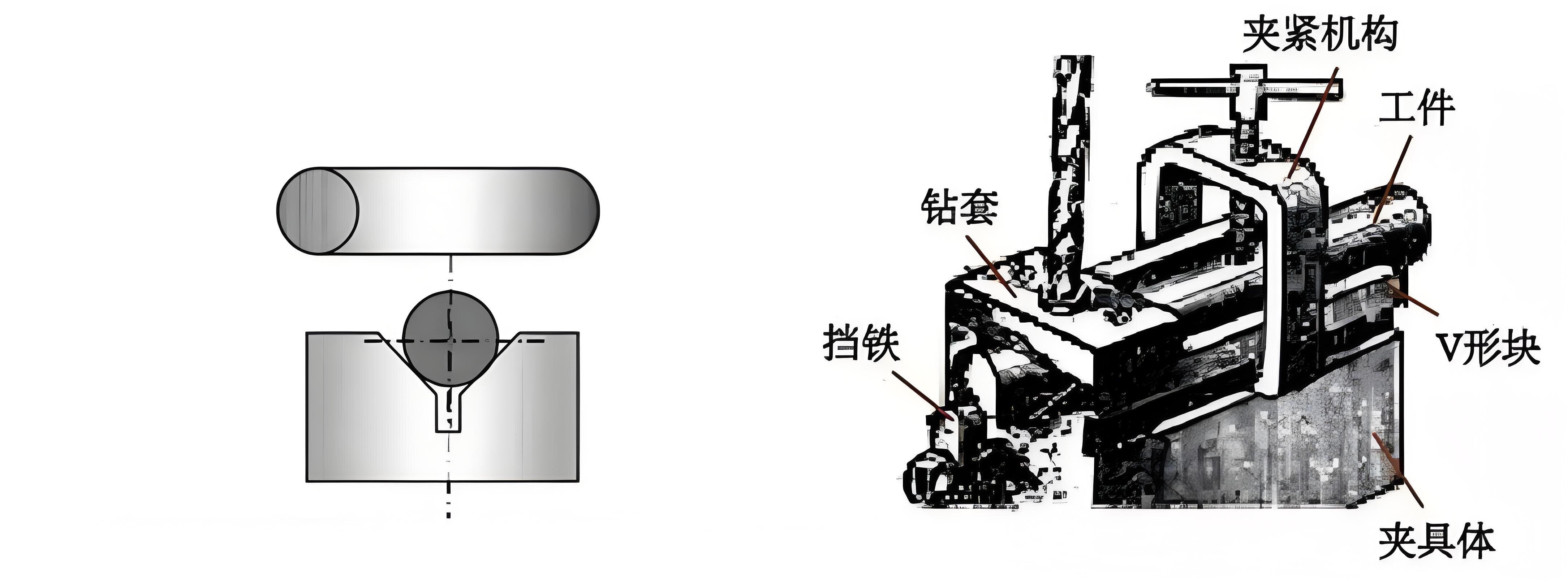
1、定位元件及装置
夹具上用来确定工件正确位置的元件及装置。
2、夹紧机构及装置
夹具上工件定位后,将其夹紧以承受切削力等作用的机构或装置。
3、导向及对刀元件
夹具上用来对刀和引导刀具进入正确加工位置的元件。
4、联接元件
夹具上用来确定夹具和机床正确位置的元件。
5、其它元件及装置
分度机构、导向键、平衡块等。
6、夹具体
是夹具的基准零件。
四、夹具夹具设计、选用准则
1、满足使用过程中工件定位的安全型、经济性、稳定性和可靠性;
2、有足够的承载或夹持力度以保证工件在工装夹具上进行的施工过程;同时不能因更换夹紧点而破坏夹具或工件定位精度;
3、满足装夹过程中的简单与快速操作;
4、易损零件必须是可以快速更换的结构,最好不需要使用其它工具进行更换;
5、满足夹具在调整或更换过程中重复定位的可靠性;
6、能定向安装,协调零件定位面与机床之间保持一定的坐标尺寸联系;
7、夹具要做得尽可能开敞,因此夹紧机构元件与加工面之间应保持一定的安全距离,同时要求夹紧机构元件能低则低,以防止夹具在加工过程中发生碰撞。
8、尽可能的避免结构复杂、成本昂贵;
9、尽可能选用质量可靠的标准品作组成零件;优先采用通用、万能组合夹具;
10、满足夹具使用国家或地区的安全法令法规;
11、设计方案遵循手动、气动、液压、伺服的依次优先选用原则:小批或成批生产时可考虑采用专用夹具,在生产批量较大时可考虑采用多工位夹具和气动;液压夹具;
12、形成公司内部产品的系列化和标准化。
五、量具定义
• 量具
以一定形式复现量值的计量器具。
量具是实物量具的简称,它是一种在使用时具有固定形态、用以复现或提供给定量的一个或多个已知量值的器具。例如砝码、标准电池、色温灯、电阻器、量块、信号发生器以及(单值或多值的、带或不带标尺的)量器等都是量具。
量具一般不带指示器,也不含有测量过程中的运动部件,而由被计量对象本身形成指示器。例如计量液体容量的量器,就是利用液体上的上部端面作为指示器,可调量具虽然有指示器件,但它是供量具调整用而不是供计量时作指示用,如在信号发生器中的计量就是如此。
六、量具分类
1、通用量具
也称万能量具。一般指由量具厂统一制造的通用性量具。如直尺、角度块、卡尺等。
2、专用量具
也或称非标量具。指专门为检测工件某一技术参数而设计制造的量具。如内外沟槽卡尺钢丝绳卡尺、步距规等量具是以固定形式复现量值的测量器具。
3、游标量具
量具是测量零件的尺寸、角度、形状精度和相互位置精度等所用的测量工具。常用游标量具包括:游标卡尺、深度游标卡尺、高度游标卡尺、千分尺以及百分表等。
七、选用量具准则
1、保证测量的准确性
计量器具的性能指标是选用计量器具的主要依据,性能指标中以示值误差、示值变动性和回程误差为主。
2、按加工方法和数量选用
批产以专用量具、量规和专用仪器为主。大批产选用高效率的机械化、自动化的专用测量仪器。
3、根据零件性质选用
根据零件的结构、特性、大小、形状、重量、材料、刚性和表面粗糙度选用计量器具。
4、按所处的状态选用
如现代机器制造业生产自动化,要求测量自动化。动态测量要比静态测量复杂。
八、选用量具准则
切削速度、切削深度(背吃刀量)、进给量(走刀量)称为切削用量三要素。
1、切削速度 V(m/min)
工件上待加工表面的圆周速度(主运动的线速度)称为切削速度。
公式:V = πDn/1000(m/min)
V:切削速度;D:工件待加工面的直径(mm);n:机床的转速(r/min)
通常是根据切削深度计算机床主轴转速。
2、切削深度 ap(mm)
工件的待加工面与已加工面之间的垂直距离称切削深度。
3、进给量 f(mm/r)
工件每转一周时,车刀沿进给方向的移动量称进给量。
九、常用刀具材料
1、碳素工具钢
如T7、T8、T9...T13等。适合于制造简单的手工工具,如锉刀、锯条等;
2、合金工具钢
在碳素工具钢中加入少量的钨、铬、锰、硅等元素,耐热性较低,如9SiCr等,适合于制造低速成型刀具,如丝锥;
3、高速钢
含较多的钨、铬、钒等合金元素、常用的有:W18Cr4V、W6Mo5Cr4V等。适合于制造中速精加工刀具;
4、硬质合金
成分由WC、TiC和Co组成,采用烧结方法获得。
常用的硬质合金有:钨钴钛类(牌号YT)硬质合金:适合于加工钢等塑性材料,其代号有YT5、YT15、YT30等,粗加工用YT5,精加工用YT30;
钨钴类(牌号YG)硬质合金:适合于加工铸铁、青铜等脆性材料,其代号有YG3、YG6、YG8等,粗加工用YG8,精加工用YG3。