
12
2025.8
作者
278
阅读量
钛合金材料凭借其强度高、密度小、耐腐蚀性好成为了重要的工程材料,在满足结构件所需性能和可靠性的同时,能够显著降低结构件的重量,广泛应用于航空航天、造船、石油化工、汽车等领域。由于钛合金的高强度、高硬度、低导热率等特点,在加工过程中会使刀具刀尖的温度过于集中,造成刀具的急剧磨损与失效,使刀具使用寿命降低,增加了切削加工成本。在材料高去除率的情况下,刀具磨损也会增大切削刃与工件之间的摩擦力,从而增大切削力,导致工件表面加工质量降低,甚至出现零件报废问题。因此,需要选用合适的切削液通过冷却、润滑等作用来提高工件表面加工质量,减缓刀具磨损,延长刀具寿命,降低刀具采购成本,同时符合降低能源消耗、绿色低碳可持续发展的要求。针对上述问题,基于钛合金在航空航天工业中的广泛应用以及相应构件精密加工质量的要求,故本文基于不同切削液对钛合金加工性能适配性评价做出相关研究,同时为切削液的优化选择和应用提供科学依据。
2 实验条件
2.1 实验平台和设备
实验材料为TC4合金,经退火处理后,材料显微硬度约为HRC 35。采用整体式硬质合金四刃立铣刀,公称直径为16 mm,基体材料牌号为K20-K40硬质合金,刀具表面涂覆3 μm厚的TiAlSiN涂层。
实验设备采用VDM850型立式加工中心(转速范围为50~8 000 r/min,最大功率为15 kW);采用测力仪(Kistler 9257B,瑞士)进行切削力信号采集;采用表面粗糙度仪(Mahr MarSurf M300C,德国)进行切削过程中的表面粗糙度测量;采用Dino-Lite数码显微镜(DDC相机)进行后刀面磨损带宽度的测量。加工系统如图 1所示。

图1 钛合金铣削加工系统
2.2 实验方案
采用浇注式冷却液切削加工,分别在切削液A、切削液B条件下进行高速连续切削钛合金工件(尺寸为100 mm×50 mm×50 mm),从切削速度、每齿进给量、切削宽度、切削深度、切削进程加工工艺参数综合评判。关于数据的测量与记录:采用测力仪对该区间切削力信号进行采集;采用表面粗糙度仪沿进给方向对已切削表面的三个不同位置进行粗糙度测量,并记录其平均值来分析两种切削液对钛合金表面加工质量的影响;采用Dino-Lite数码显微镜分别对立铣刀4个切削刃的后刀面进行观测,拍摄其磨损形貌并测量磨损带宽度来间接评判两款切削液对刀具使用寿命的影响。当刀具后刀面磨损带宽度达到0.3 mm时,刀具达到磨钝标准。
3 结果与分析
3.1 表面粗糙度
采用基础正交试验评价两款切削液,研究在相同加工工艺参数条件下对钛合金工件表面质量的影响,结果如图2所示,每齿进给量对表面粗糙度影响相对显著,这是因为随每齿进给量的增大,切削力也会增加,会导致切削刃的轻微振动,使零件产生弹塑性变形,造成零件过切或欠切,使表面粗糙度逐渐增大;同理,切削深度增大,刀具所受到的切削力也会增大,表面粗糙度随着切削深度的增大总体呈现增大的趋势;在该试验条件下,随着切削速度的增大,切削刃的切削效率会提高,因此减小切削力有助于减小表面粗糙度值,造成表面粗糙度值显示出小幅降低。对比两种切削液,其钛合金工件表面粗糙度随加工参数的变化趋势基本相同,但采用切削液A加工钛合金时其表面粗糙度整体略低,可以获得更好的表面加工质量。
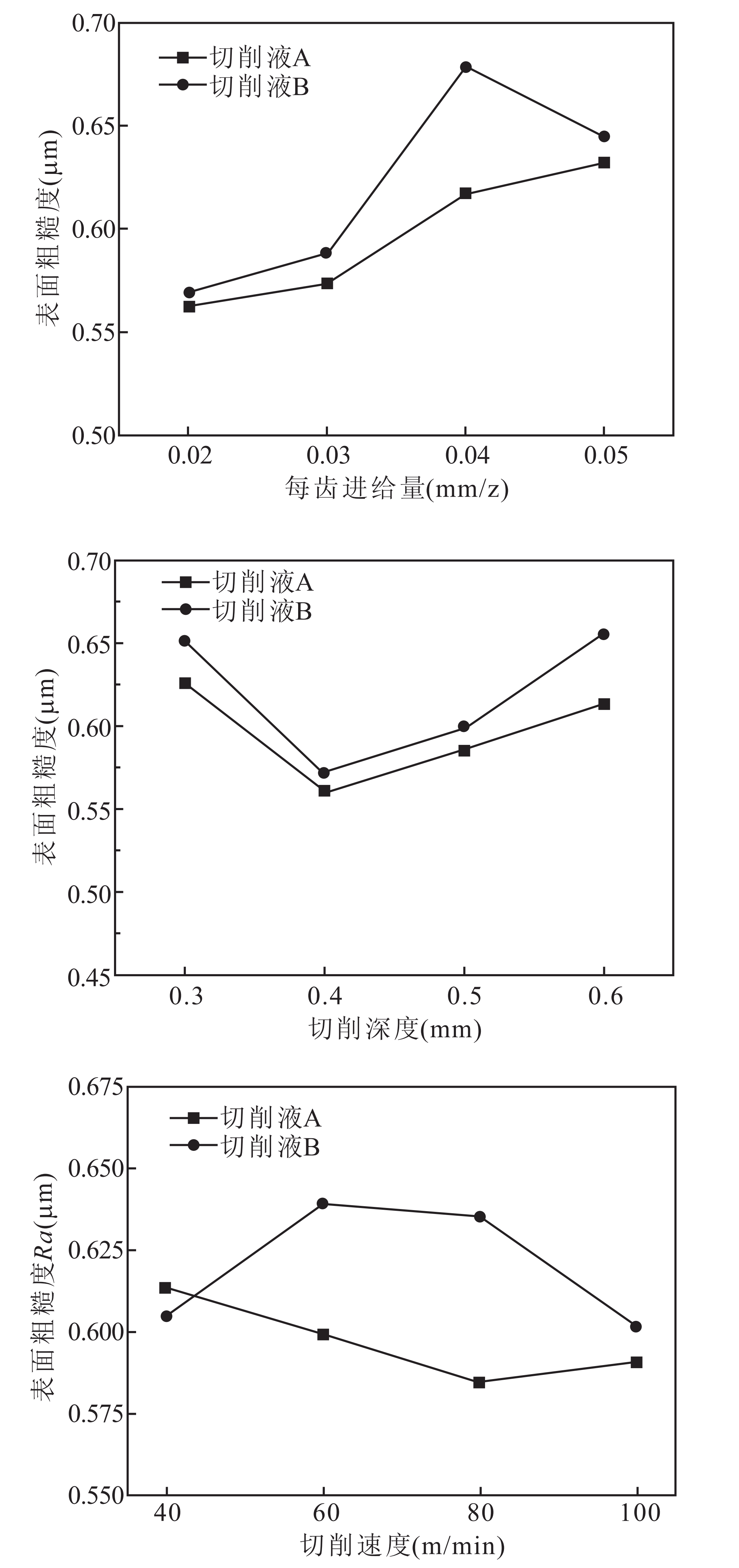
图2 两种切削液下工艺参数对表面质量的影响
图3所示为基恩士三维激光扫描显微镜所拍摄的钛合金工件表面形貌,在相同铣削加工工艺下(vc=80 m/min,fz=0.03 mm/z,ap=0.6 mm,ae=12 mm),使用切削液A加工表面的轮廓平均偏差小于切削液B,表面更为平整。
分别采用切削液A和切削液B对钛合金进行铣削加工,测试并记录刀具切削进程和加工钛合金工件的表面粗糙度值,工艺参数:vc=80 m/min,fz=0.025 mm/z,ap=0.5 mm,ae=10 mm,刀具切削过程中加工表面粗糙度记录如表1所示。

(a)切削液A (b)切削液B
图3 两种切削液下加工表面形貌对比
表1 两种切削液条件下钛合金铣削加工表面粗糙度值

在刀具切削加工过程中,工件表面粗糙度变化规律如图4所示。
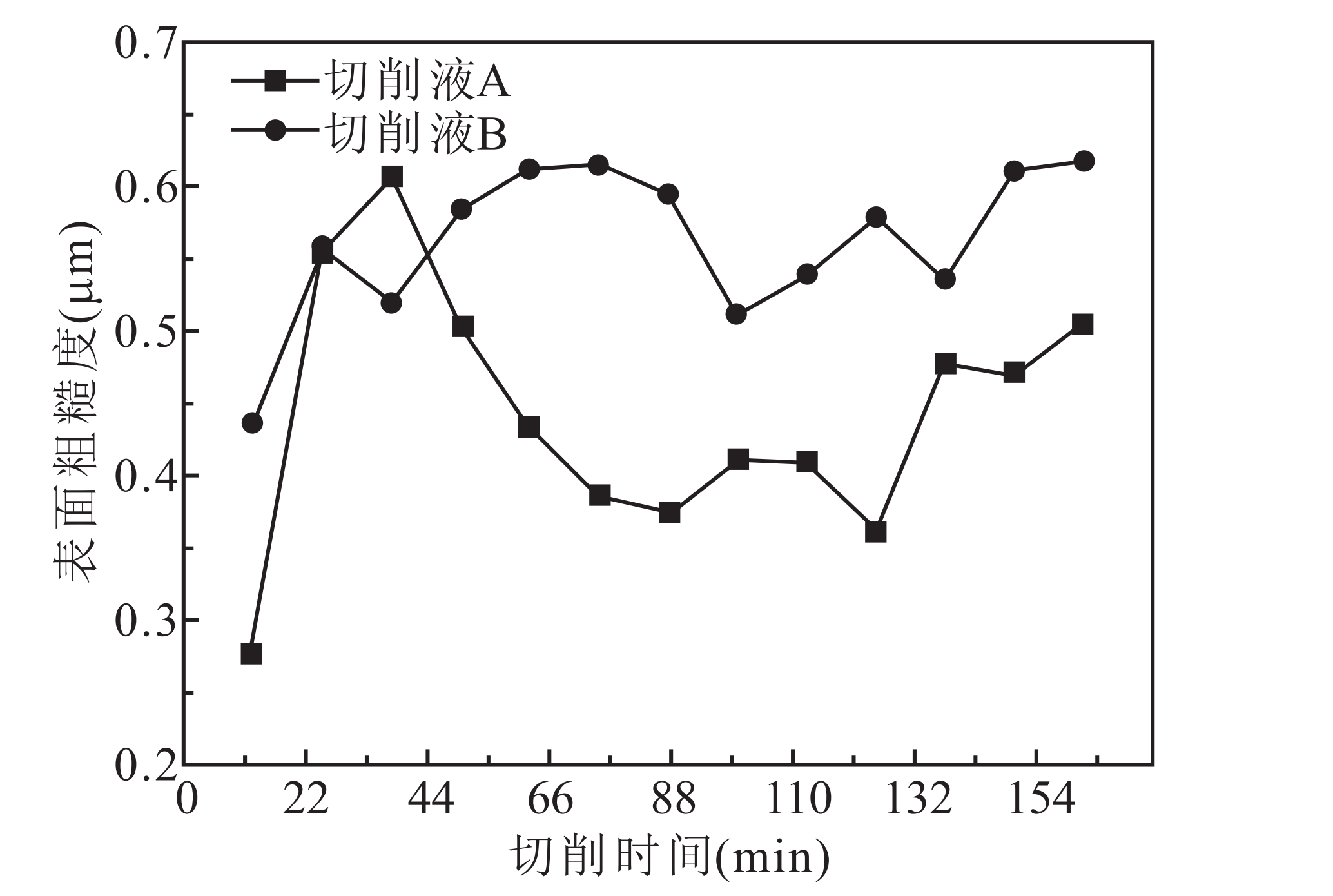
图4 两款切削液下表面粗糙度值Ra随切削时间的变化
切削加工初期,由于刀具足够锋利,使用两款切削液均可获得良好的表面加工质量,表面粗糙度值Ra较低;伴随着刀具的初期磨损,工件表面粗糙度值Ra逐渐增大;进入切削平稳期后,工件的表面质量逐渐稳定,在切削液A条件下,Ra约为0.45 μm;在切削液B条件下,Ra约为0.55 μm;随着切削时间的延长,刀具磨损加剧,使用的两款切削液得到的表面粗糙度值Ra有增大趋势。总体而言,使用切削液A获得的表面加工质量较优,与切削液B相比,在切削液A条件下,切削平稳期工件表面粗糙度Ra值减小约20%。
3.2 表面硬度
如图5所示,使用两款切削液对钛合金进行切削加工,测试钛合金工件表面显微硬度,并对加工后工件表面硬化情况进行分析。
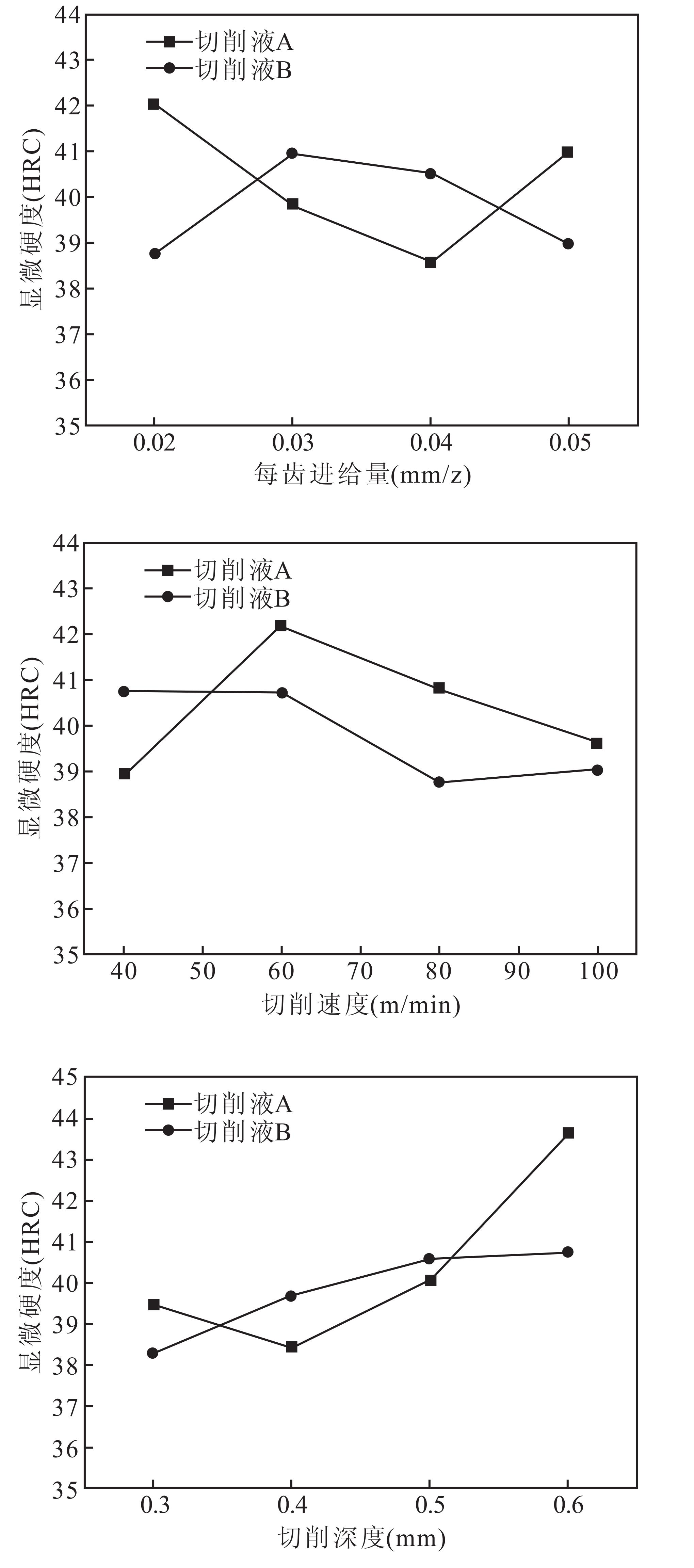
图5 两款切削液下工艺参数对加工硬化的影响
切削深度对表面显微硬度的影响相对显著,随切削深度的增大,显微硬度值增大,这是因为切削深度的增大意味着更大的吃刀抗力,刀具后刀面同时对工件表面的挤压加剧,造成的加工硬化现象也会增加,导致工件表面显微硬度增大;随着切削速度的增大,切削力相应减小,刀具后刀面对工件表面挤压力也会相对减小,工件表面的显微硬度有减小的趋势;在相同加工参数条件下,随着每齿进给量的增大,刀具所受到的切削力也会增大,会导致切削刃的轻微振动,刀具后刀面同时对工件表面的挤压力也会发生轻微变化,使表面硬度在40 HRC波动。总体来讲,在切削液A条件下工件表面的显微硬度略高,但均在38~42 HRC范围内,切削液对加工硬化的影响并不显著。
3.3 残余应力
图6所示为不同加工参数条件下加工表面进给方向残余应力变化规律,被加工表面产生的残余应力均为残余压应力,其中影响最显著的为切削深度,这是因为随着切削深度的增大,在更大吃刀抗力的挤压作用下,材料表面的塑性变形加剧,残余压应力随之增大。两种切削液对比来看,采用切削液A加工产生的残余压应力明显高于切削液B,这可能得益于切削液A良好的冷却润滑效果,切削液A能够更好的形成润滑膜,具有更好的吸附成膜渗透能力,从而减小前刀面与切屑、后刀面与已加工工件表面的摩擦,使切削热引起的材料体积膨胀效应减弱,即降低了热载荷引发的残余拉应力,从而提高了钛合金加工表面的疲劳强度。
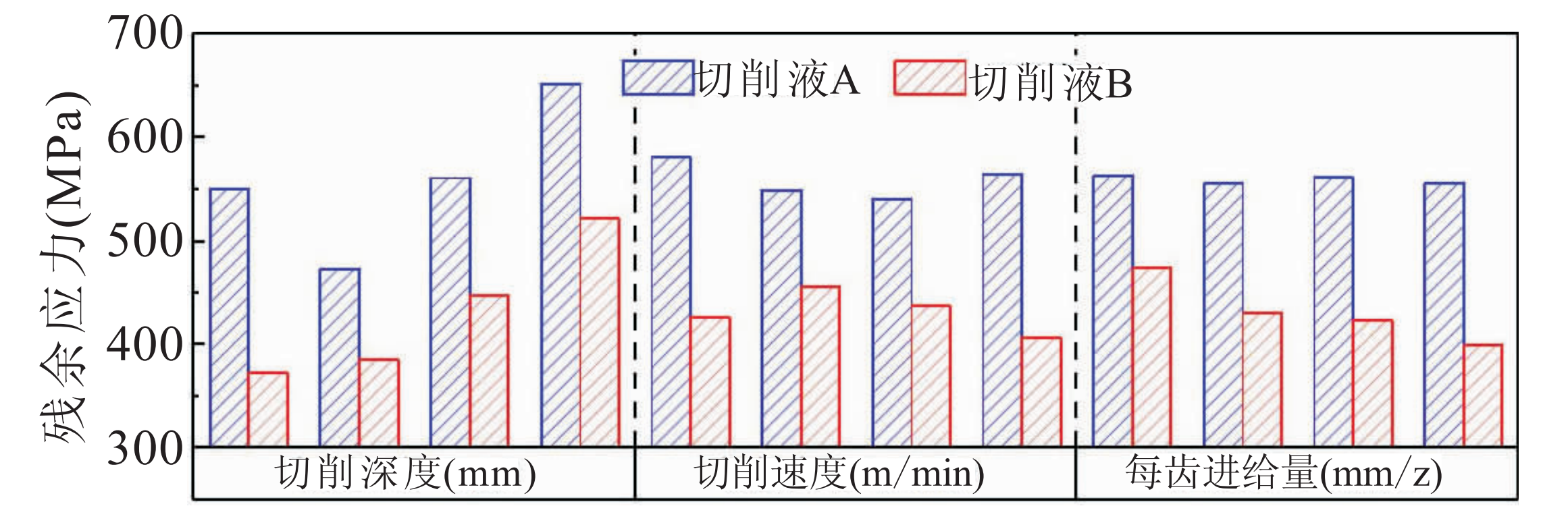
图6 两种切削液下工艺参数对残余应力的影响
3.4 切削力
在两种切削液条件下,测试并记录刀具切削时间和各向切削力,工艺参数:vc=80 m/min,fz=0.025mm/z,ap=0.5mm,ae=10mm,各向切削力随切削时间的变化分别如表2所示。
表2 两款切削液条件下钛合金铣削切削力
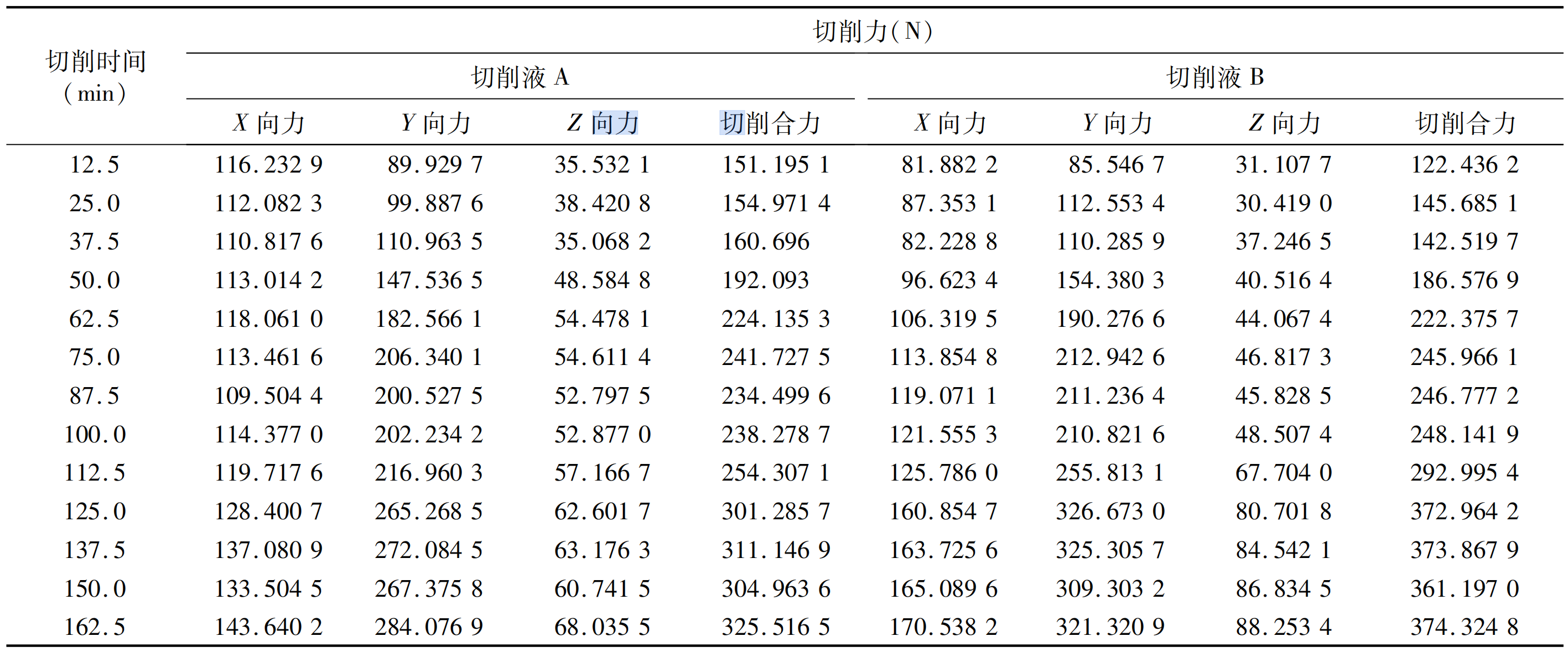
图7所示为刀具磨损实验中各向切削力随切削时间的变化。刀具沿Y方向进给加工,在铣削过程中,两款切削液下的X、Y、Z三方向的切削力在磨损初期出现小幅波动,之后进入平稳切削区,各向切削力随切削时间的增大呈现稳步上升的趋势,由于刀具的磨损加剧,后期切削力变化趋势加快,逐渐增大。两款切削液加工条件下对比来看,其切削力在切削初期差距较小,在切削时长超过100 min时,切削液A条件下刀具产生的切削力开始明显小于切削液B条件下的切削力,减小约15%,这可能与切削液A在减缓刀具磨损方面有关,同上所述,切削液A具有良好的润滑效果,能够更好的形成润滑膜,具有更好的吸附成膜渗透能力,从而减小前刀面与切屑、后刀面与已加工工件表面的摩擦,使切削液A条件下刀具产生的切削力相对较低。
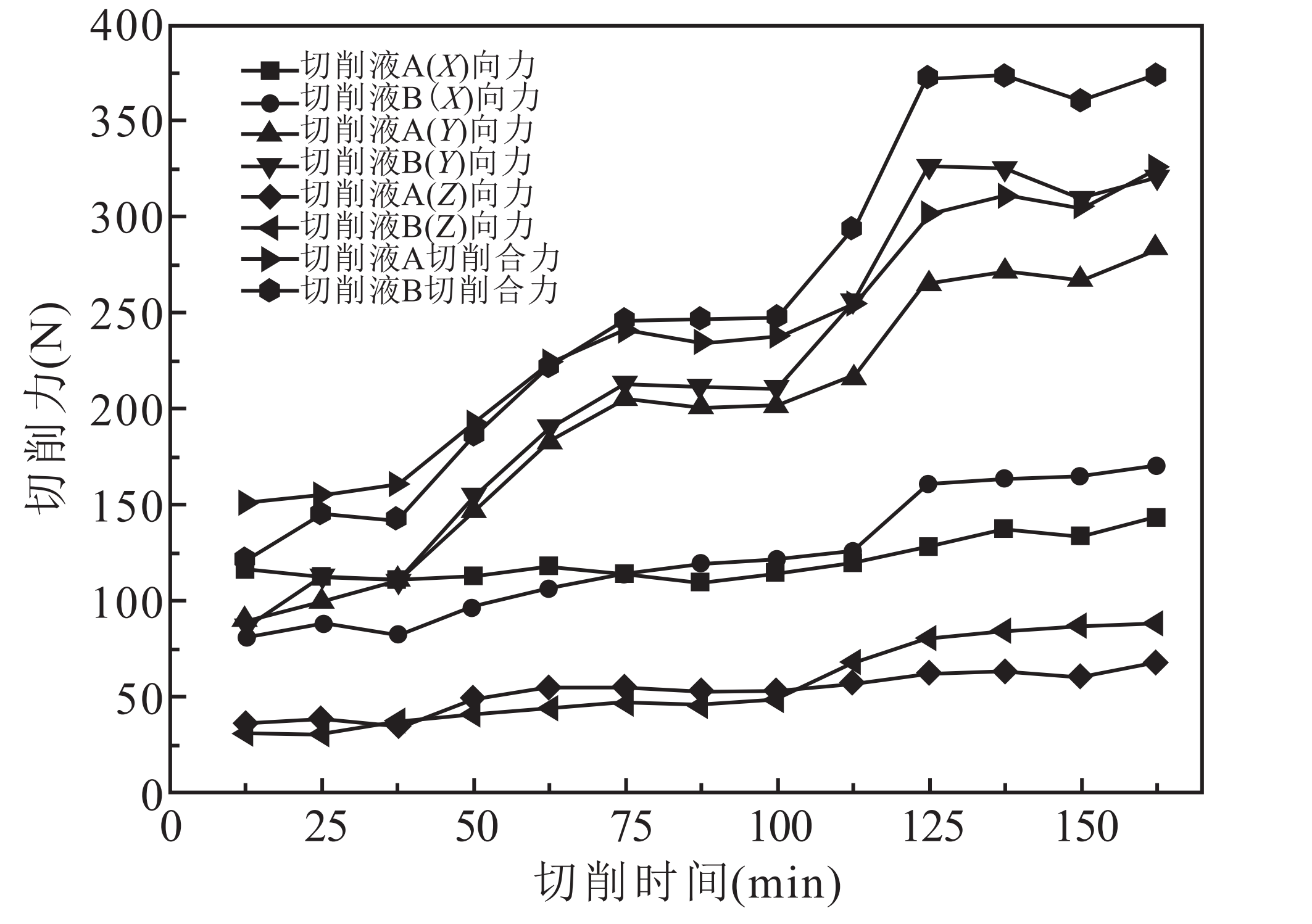
图7 两种切削液条件下下切削力随切削时间的变化趋势
3.5 刀具磨损
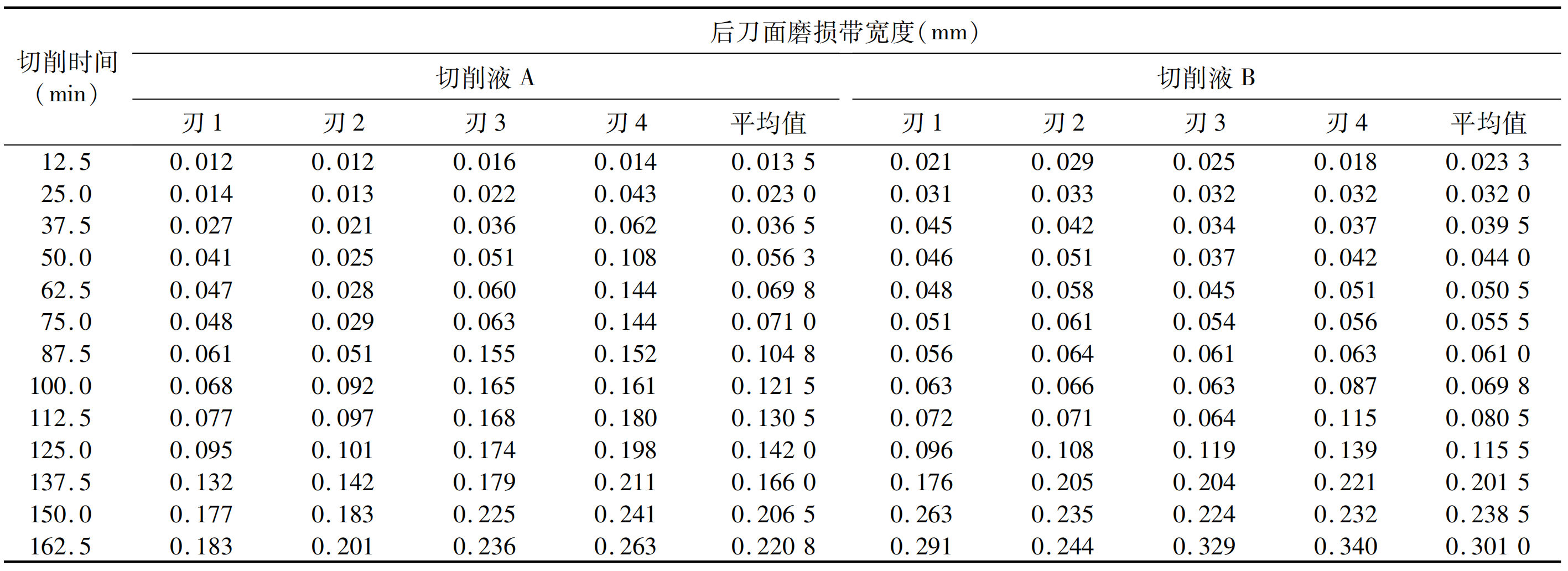
在两种切削液条件下,加工工艺参数:vc=80 m/min,fz=0.025 mm/z,ap=0.5 mm,ae=10 mm时,刀具后刀面磨损带宽度随切削时间的变化见表3。
表3 两种切削液条件下钛合金铣削后刀面磨损带宽度
在切削液A和切削液B条件下,对钛合金进行持续性高速切削磨损实验,图8所示为刀具磨损实验过程中整体硬质合金四刃立铣刀(φ16 mm)的后刀面磨损量平均值随切削时间的变化规律。

图8 两种切削液下平均后刀面磨损带宽度随切削时间变化
由图可知,随着切削时间的增加,两种切削液条件下刀具后刀面刃磨损量呈现不同程度的增加。切削液A在切削时间为162.5 min,刀具平均刃磨损量为0.220 8 mm(切削刃磨损带宽度分别为0.183 mm,0.201 mm,0.236 mm,0.263 mm),四个切削刃均为到达磨钝标准;切削液B在切削时间为162.5 min,刀具平均刃磨损量为0.301 mm(切削刃磨损带宽度分别为0.291 mm,0.244 mm,0.329 mm,0.340 mm),达到磨钝标准,其中刃1已近达到磨钝标准,刃3和刃4已经达到磨钝标准,这会影响工件的表面加工质量。由此得出,相同时间内切削液A刀具磨损量更小,在切削液A条件下加工钛合金铣削的刀具使用寿命将会提高。
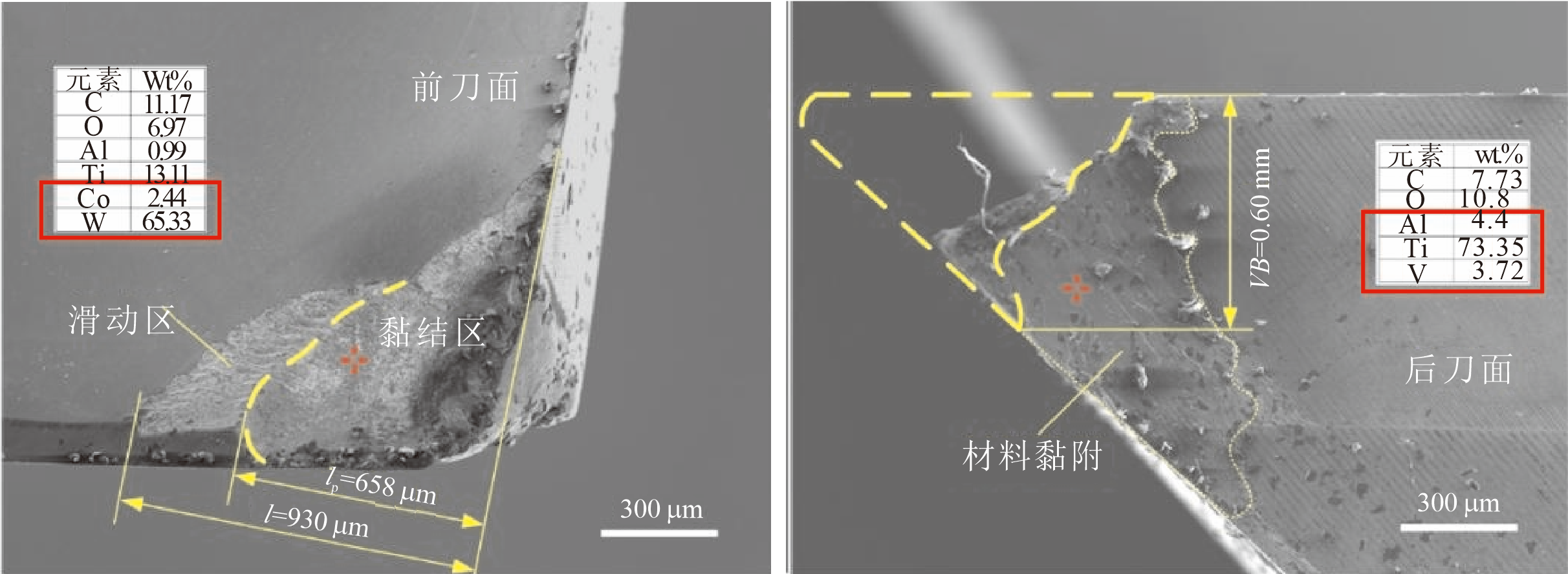
通过对两种切削液下的刀具磨损机理进一步探究,将刀具超声清洗后进行扫描电镜表征分析,并采用能谱仪分析检测刀具表面的氧化物和元素成分。图9所示为剧烈磨损时期切削液A和切削液B条件下的刀尖磨损状况,切削液A条件下刀具磨损状况远小于切削液B条件下刀具的磨损状况。由于钛合金材料低导热性、高强度和高加工硬化等特点,在连续切削时产生的高温和高压下会使刀具与切屑、工件之间发生严重的摩擦和挤压,加剧前刀面和后刀面的磨损。前刀面磨损主要由切屑在前刀面上流动引起的摩擦形成,如图9a和图9c所示,呈现为典型的凹坑磨损。由于钛合金的加工塑性和低导热率极易在前刀面发生黏结扩散,在摩擦热和剪切应力的相互作用下,刀具基体材料表层硬质合金基体团簇被钛合金包围,并随切屑流动被带走,导致持续的黏着磨损,此时,刃口的热—机械疲劳裂纹也会扩展。而在距切削刃较远的位置,其摩擦状态并不严峻,切屑与刀具之间保持滑动摩擦形式。根据图9c中能谱分析可得,黏结区表层主体元素为W,这反映出在严重的黏结撕裂作用下,部分刀具材料和涂层被带走,从而使基体材料WC和黏结剂Co暴露在表层;同理,滑动区的涂层也出现破损,发生部分基体材料暴露以及少量钛合金黏结,两种切削液下的前刀面对比来看,切削液A条件下刀具—切削的黏结区长度以及总接触长度较切削液B更低,且滑动区相对平整,未出现沟壑状划痕,表明在A款切削液下摩擦状况良好,切削液A提供的良好润滑效果有助于降低摩擦系数,减少摩擦副的附着力和撕裂性;而切削液B条件下,由于润滑不良和摩擦系数相对较高,产生了更多的热量,促进了钛合金的氧化,加速了刀具磨损。这与上述分析切削液A具有良好的润滑效果,能够更好的形成润滑膜,具有更好的吸附成膜渗透能力,从而减小前刀面与切屑的摩擦相一致。
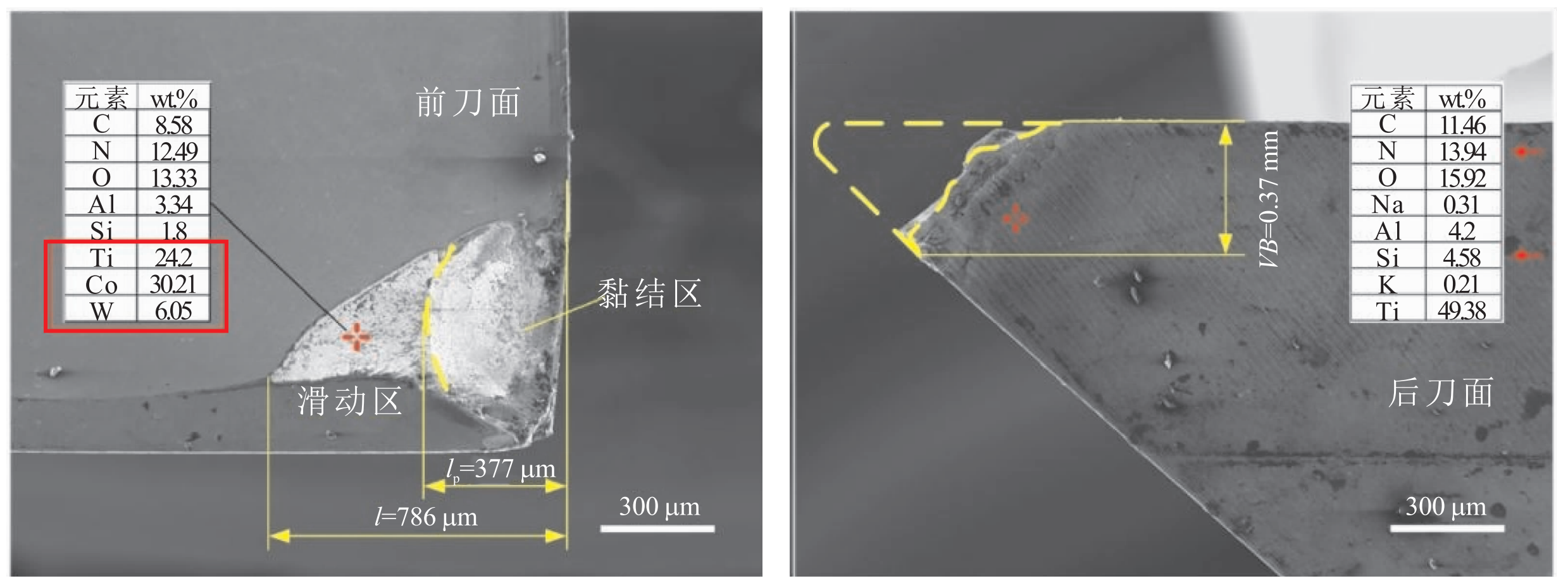
(a)切削液A条件下刀具前刀面 (b)切削液A条件下刀具后刀面
(c)切削液B条件下刀具前刀面 (d)切削液B条件下刀具后刀面
图9 刀具剧烈磨损时刀尖破损形式
刀具后刀面反映刀具与已加工表面的摩擦状况,由于加工过程中工件材料的加工硬化和低导热性,在刀尖附近切削温度升高、切削力大、刀具强度减弱的情况下,会导致刀尖崩碎。对比两款切削液,切削液B条件下刀尖的破损更为严重,且在后刀面发生钛合金材料大面积黏附,而切削液A条件下发生的黏结程度较低,且表层检测出N和Si等元素,这意味着刀具涂层得到了良好的保护。由此对比推断,切削液A中的添加成分可能对刀件材料产生更强的吸附作用,形成的润滑膜强度更高,可有效减缓刀具与工件的摩擦黏结,对刀具起到更好的保护作用,有助于提高刀具寿命。
4 结论
基于不同切削液对钛合金加工性能适配性评价研究,从钛合金工件表面加工质量和切削性能出发,在两款切削液条件下对其进行加工,观察加工表面的完整性和刀具的寿命,评估切削液的效果。连续切削过程中,每间隔相同时间观察刀具的磨损情况并记录切削过程力,通过后刀面磨损带宽度以及切削力变化判断刀具磨损或失效状况,较长的刀具寿命则说明切削液对刀具有良好的润滑和冷却效果;使用表面粗糙度仪等工具测量表面的粗糙度值,评估表面加工质量;使用硬度仪检测加工工件显微硬度,评估表面的强度和耐磨性;使用残余应力仪测量工件表面残余应力,评估加工表面的抗疲劳性和可靠性,加工表面光滑、无明显划痕和裂纹,则说明切削液对工件加工具有相对较好的适配性。综上所述,可以相对全面地评估切削液对钛合金加工性能适配性,为优化切削液的选择和应用提供科学依