
6
2025.8
作者
374
阅读量
钻削加工是机械制造中重要的切削加工工序之一,而钻头的几何参数对其切削性能、加工精度和效率有着至关重要的影响。本文将深入探讨钻头几何参数的定义、作用及其相互关系,旨在为钻削加工工艺的优化提供理论依据和参考。
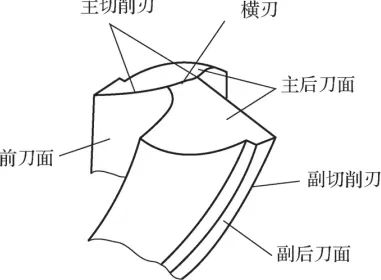
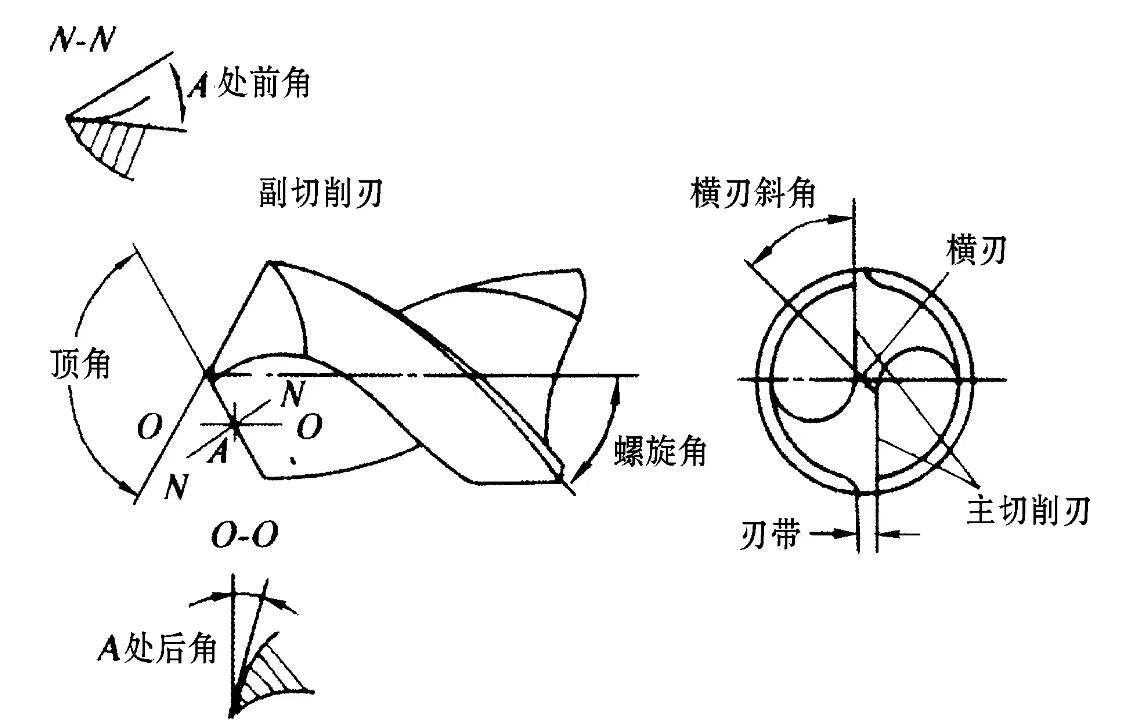
钻头的几何参数主要包括螺旋角、锋角、前角、后角、主偏角、刃倾角、横刃斜角、横刃以及钻心厚度等,这些参数的合理设计和选择直接影响钻削过程中的切削力、切削热、刀具磨损以及加工表面质量等多方面因素。
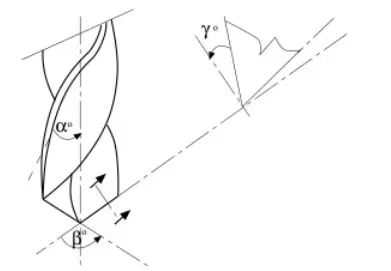
一、螺旋角(β)
螺旋角 β 定义为钻头外圆柱面与螺旋槽表面的交线上任意点的切线和钻头轴线间的夹角,其参考范围通常在 β=18°30° 之间。螺旋角的大小对钻头的切削性能有着显著影响。具体来说:
·影响切削液容纳与排除 :较大的螺旋角可以使螺旋槽空间增大,从而更有利于切削液的容纳和输送到切削区,同时也有助于切屑的顺利排出,避免切屑堵塞导致钻头损坏和加工表面质量下降。
·关联前角变化 :β 的大小直接影响前角 γ₀ 的大小。随着 β 增大,钻头外缘处的前角增大,切削刃锋利度提高,切削更加省力;然而,当 β 过大时,靠近钻头中心处的前角会减小,可能导致切削力增大和刀具强度降低。因此,在实际应用中,需要根据加工材料和切削条件综合考虑螺旋角的合理范围,以平衡切削性能和刀具强度。
二、锋角(2φ)
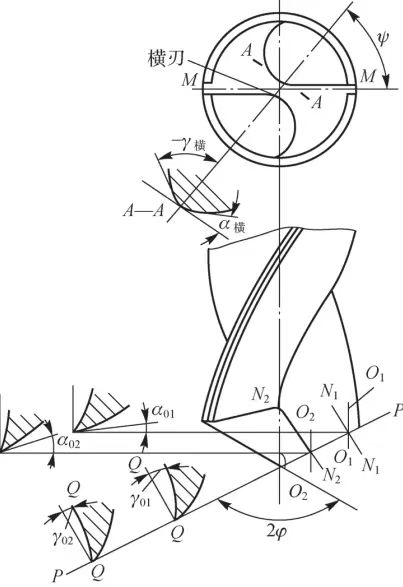
锋角 2φ 是指两主切削刃在与它们平行的平面上投影的夹角,一般取值为 2φ=118° ± 2° 。锋角对钻头的切削过程影响深远:
·关联切削几何参数 :2φ 的大小会直接影响前角 γ₀、切削厚度、切削宽度、切屑流出方向、散热性及钻头耐用度等多个切削相关因素。例如,较大的锋角可以使切削刃在切削过程中更容易切入工件材料,增加切削厚度和宽度,但同时可能导致切削力增大和散热条件变差;反之,较小的锋角会使切削刃切入较浅,切削力相对较小,但切削效率可能降低。
·适配材料特性 :当钻削塑性大、强度高的材料时,适当加大锋角有利于提高钻头的切削性能;而对于脆性大、耐磨性好的材料,选择较小的锋角可使钻头获得更好的耐用性。这主要是因为不同材料的切削特性和对切削力、切削热的敏感程度不同,通过调整锋角可以优化切削过程中的力和热分布,从而延长钻头使用寿命并提高加工质量。
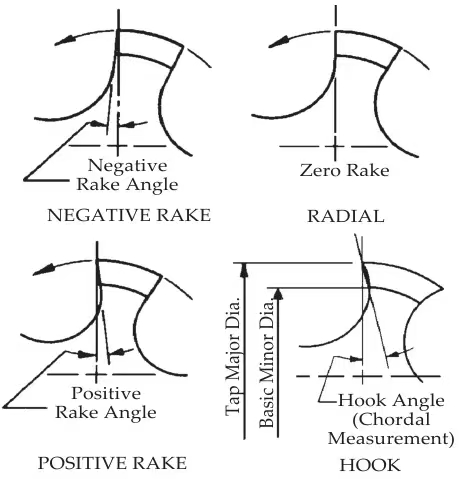
三、前角(γ₀)
前角 γ₀ 在钻头的 P₀ 面内,是 Aγ 与 Pᵧ 之间的夹角。根据不同位置,其参考值有所差异:
·外缘处的前角 γ₀(外缘)等于螺旋角 β;
·内刃处的前角 γ₀(内刃)为 -30°;
·横刃处的前角 γ(横刃)在 54°- 60° 之间。
前角对切削过程具有重要影响:
·切削力与刃口强度平衡 :γ₀ 越大,切削刃越锋利,切削时所需的切削力越小,切削更加省力;但与此同时,刃口的强度会降低,容易在切削过程中产生磨损和崩刃现象。相反,γ₀ 越小,刃口强度增加,能够承受更大的切削力,但切削力也会相应增大,导致切削效率降低和加工表面质量下降。
·变化规律及影响因素 :γ₀ 自外缘向中心逐渐减小,这一变化规律与螺旋角 β、主偏角 κr、刃倾角 λs 等多个几何参数有关。在钻削过程中,随着切削位置从外缘向中心的转变,这些几何参数的相互作用使得前角不断变化,进而影响切削性能。因此,在设计和磨制钻头时,需要精确控制各几何参数的合理搭配,以确保整个切削过程中的前角分布能够满足不同切削位置的需求,实现高效、稳定的切削加工。
四、后角(αf)
后角 αf 定义为在过选定点的 P_f 面内,刀具的 A_a 面与 P_f 之间的夹角,接近横刃处的后角通常在 αf=20°26° 之间。其主要作用及影响如下:
·减少摩擦与改善切削环境 :适当增大的后角可以减少刀具 A_a 面与工件之间的摩擦,使切削液更容易流到切削区,从而有利于切削热的散发,保持切削刃的锋利性,降低切削力,提高加工表面质量。这是因为较小的后角会导致刀具与工件接触面积增大,摩擦热产生较多,加速刀具磨损,同时切削液难以顺畅到达切削区域,影响冷却效果。
·刀具强度与振动关系 :然而,后角过大则会削弱刀刃的强度,使刀具在切削过程中更容易产生振动和扎刀现象。当刀刃强度不足时,在切削力的作用下,刀具容易发生弹性变形和振动,不仅会破坏加工表面的光洁度,还可能导致刀具的早期失效。因此,后角的选择需要综合考虑切削材料、切削用量以及钻头直径等因素,以在减少摩擦和保证刀具强度之间取得最佳平衡。
五、主偏角(κr)
主偏角 κr 是指主切削刃在 Pᵧ 面上的投影和钻头进给方向间的夹角。主偏角对前角 γ₀ 的大小具有重要影响:
·影响前角分布 :主切削刃上各点的 κr 并非相等,通常外径处的主偏角较大,而钻心处的较小。这种主偏角沿切削刃的变化会导致前角也相应地发生变化,进而影响切削过程中的切削力分布和刀具磨损情况。在钻削过程中,外径处的切削速度较高,承担着主要的切削工作,较大的主偏角使得该处的前角相对较大,有助于降低切削力,提高切削效率;而在钻心处,由于切削速度较低,较小的主偏角可以保证一定的刀具强度,避免刀具在低速切削时产生过度磨损和损坏。
·优化切削过程 :通过合理设计主偏角的分布,可以优化切削过程中的力和热分布,提高钻头的整体切削性能。例如,在加工不同硬度和强度的材料时,适当调整主偏角可以使得切削力更合理地分布在切削刃上,减少局部过载和刀具磨损,延长钻头的使用寿命,同时提高加工精度和表面质量。
六、刃倾角(λs)
刃倾角 λs 是在 P_s 面内,切削刃和 P_s 的锐角夹角。其主要作用及特点如下:
·控制切屑流出方向 :λs 的主要作用是控制切屑流出的方向。当 λs 为负值时,切屑会流向工件的已加工表面,这有助于减少切屑对切削刃的摩擦和阻碍,降低切削力,同时也有利于切削液的顺利到达切削区。此外,负刃倾角还可以使切削刃在切削过程中逐渐切入工件材料,减小切削冲击力,提高切削过程的稳定性。
·影响刃尖强度与切削力分布 :刃倾角的大小还会影响刃尖的强度以及 γ₀ 的变化和切削力的分布。随着刃倾角绝对值的增大,刃尖处的应力集中现象会有所缓解,刃尖强度相应提高;但同时,切削力在切削刃上的分布也会发生变化,可能导致切削力方向的改变,进而影响加工表面的质量和精度。因此,在选择刃倾角时,需要综合考虑切削稳定性和加工表面质量的要求,以及刀具的强度和耐用度。
七、横刃斜角(ψ)
横刃斜角 ψ 是指在钻头的端面投影图中,横刃和主切削刃间的夹角,其参考范围为 ψ =47°55°。横刃斜角对钻头的定心性能具有重要作用:
·定心作用原理 :较大的横刃斜角可以使横刃在钻削初始阶段更容易切入工件材料,形成较小的切削刃与工件接触面积,从而有利于钻头的定心。当钻头开始切削时,横刃斜角较大的钻头能够更准确地对准加工孔的中心位置,减少钻头在起钻瞬间的偏移和摆动,提高孔的加工精度。
·与后角的关系 :横刃斜角与后角 αf 存在一定的相互关系。当后角 αf 加大时,横刃斜角 ψ 会相应减小。因此,在实际磨制钻头时,需要综合考虑后角和横刃斜角的合理搭配,以确保钻头既具有良好的切削性能,又能满足定心要求,避免因横刃斜角过小导致定心不良而产生孔的偏斜和扩大等加工质量问题。
八、横刃(bψ)
横刃是钻头两个 A_a 面的交线,其长度参考值为 ψ (d 为钻头直径)。横刃对钻削过程的影响主要体现在以下几个方面:
·轴向抗力与强度 :横刃的长度直接影响钻削时的轴向抗力大小以及刃口的强度。较长的横刃会使轴向抗力增大,这是因为横刃在切削过程中承受着较大的轴向切削力,当横刃过长时,切削力的增加会导致钻头在切削方向上的进给阻力增大,使钻削过程不够顺畅,同时也会加速横刃处刀具的磨损,降低刀具的使用寿命。
·定心作用与加工精度 :横刃长度还会影响钻头的定心作用。较短的横刃有助于提高钻头的定心精度,因为短横刃在钻削初始阶段更容易切入工件材料中心,形成较小的切削阻力,使钻头能够更准确地沿着预定的孔轴线方向进行切削,从而提高孔的加工精度。因此,在保证刀具强度的前提下,适当减小横刃长度是提高钻削加工质量的有效途径之一。
九、钻心厚度[κ(2γc)]
钻心厚度 κ 是指钻头的中心厚度,其参考范围为 κ =(0.125 0.2)d。钻心厚度对钻头的强度和定心作用起着关键作用:
·强度保障 :钻心厚度越大,钻头中心部分的强度也就越大。在钻削过程中,钻头需要承受较大的轴向切削力和扭转切削力矩,足够的钻心厚度能够增强钻头的抗弯和抗扭能力,防止钻头在切削过程中发生断裂或过度变形,从而保证钻削过程的顺利进行和钻头的使用寿命。
·定心作用与抗力平衡 :钻心厚度的增加有助于提高钻头的定心作用,因为较厚的钻心可以为钻头提供更稳定的支撑和导向,使钻头在切削过程中能够保持较好的轴向稳定性,减少钻头的摆动和偏移。然而,钻心厚度的增大也会导致轴向抗力的增加,这可能会在一定程度上影响钻头的切削效率和进给性能。因此,在设计钻头时,需要在钻心厚度所带来强度和定心优势与轴向抗力增加之间的矛盾中找到最佳平衡点,以实现钻头的最佳切削性能。
综上所述,钻头的几何参数之间相互关联、相互影响,每一个参数的合理设计和优化都对钻削加工的整体效果有着不可忽视的作用。在实际应用中,根据不同的加工材料、切削条件和加工要求,通过对螺旋角、锋角、前角、后角、主偏角、刃倾角、横刃斜角、横刃以及钻心厚度等几何参数的综合权衡和精确调整,可以充分发挥钻头的切削性能,提高加工效率、加工精度和刀具耐用度,从而实现高效、优质、低成本的钻削加工。未来,随着切削理论的不断发展和制造技术的持续进步,对钻头几何参数的深入研究和优化设计将为机械制造行业带来更多的创新和突破,推动钻削加工技术向更高水平迈进。