
16
2026.6
作者
14
阅读量
一、涂层到底在干什么
涂层是一层厚度不超过0.7μm的化合物薄膜,通过物理或化学方式附着在刀具基体上。之所以卡在0.7μm这个数,是因为再厚的膜层内应力集中,容易崩裂。
它干四件事:减磨、提寿、防腐蚀,以及——给刀具一个辨识度高的外观颜色。最后这条看起来浅薄,但在车间里实际很有用,金黄色的TiN和紫黑色的TiAlN一眼就能分辨。

涂层的保护机制在于隔开两个运动表面。钻头切工件时,刀尖和材料之间的摩擦通过涂层缓冲,减少了直接作用在基体上的热和力。
二、选涂层的两个锚点
拿到一个加工任务,决定用什么涂层,先把两个变量锁定。
第一,工件材料是什么。低碳钢、不锈钢、铝合金,对涂层的硬度要求完全不同。材料越硬,需要的涂层纳米硬度越高。第二,切削方式是什么。钻孔和螺纹加工的切削速度不在一个量级上,涂层能耐受的最高温度也得匹配。
三、寿命不只是涂层的事
涂层能把刀具寿命拉长三到四倍——这是最保守的TiN都能做到的。但寿命的上限不单由涂层决定。
切削速度、刀具基体钢种、切屑截面尺寸、机床刚性和走刀方式,这几个变量堆在一起,最终决定了刀具得换的时间点。涂层是其中的加速器,不是全部的答案。
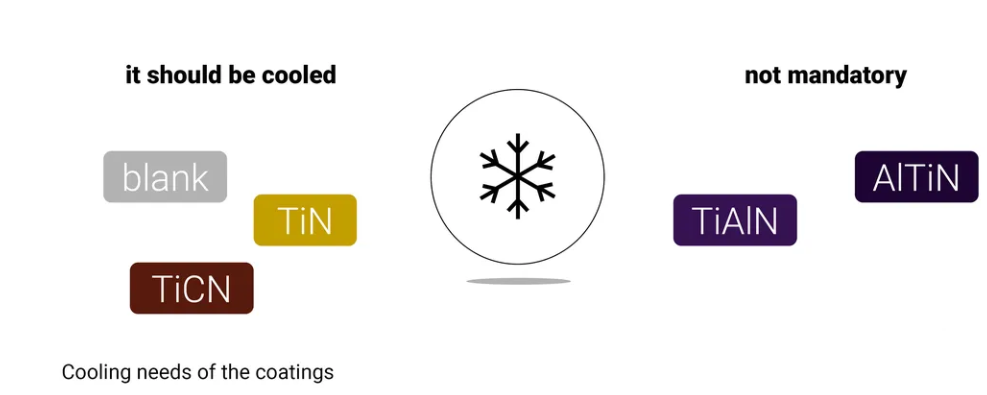
四、冷却:能加就加
一种常见的说法是"某某涂层可以干切"。技术上没错,但不代表最优解。冷却液带走的不仅是热量,还有切屑和摩擦。加了冷却,摩擦系数能从0.2降到0.07——对钢件而言,这个数字落在刀具寿命上会非常直观。
实际建议是:除非工艺卡上明确禁止冷却,否则一律加上。不差那点冷却液的成本。

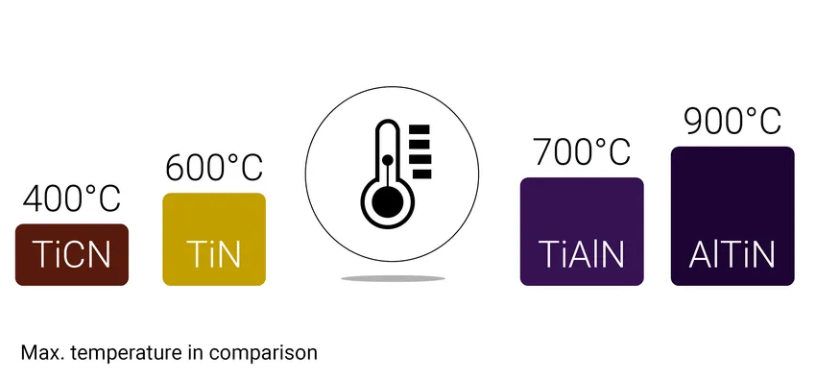
五、速度与温度的正比关系
切削速度越高,切削区温度越高。这是常识。反映在涂层选型上就是:每种涂层有自己的最高应用温度区间——超过这个温度,涂层开始氧化或软化,失效不是渐变而是加速。
螺纹加工的速度通常低于钻孔,所以同一涂层在螺纹刀上的温度裕度会比钻头上更宽。选涂层时不能只看材料硬度,还要算一下实际走刀速度对应的热负荷。
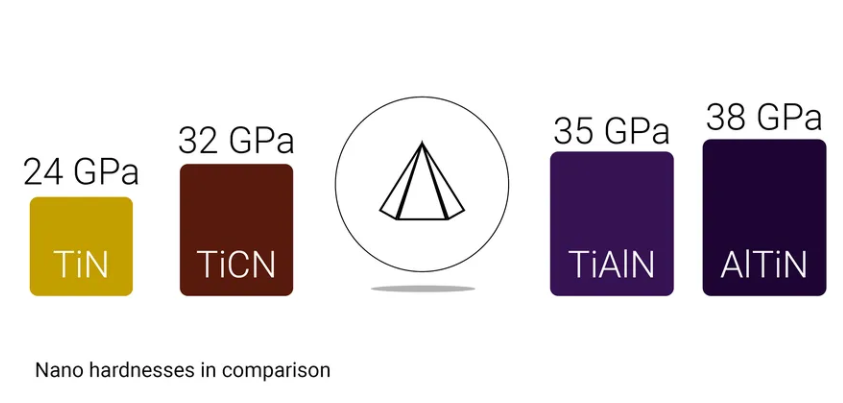
六、纳米硬度:不是越高越好
纳米硬度用GPa表示。硬度高的涂层能切更硬的材料,也能承受更高的切削速度——加工节拍会好看一些。
但硬度和韧性是反向关系。追求高纳米硬度的同时,刃口的抗崩性会下降。尤其在断续切削或振动工况下,过硬的涂层反而容易整片剥落。
七、摩擦系数:被低估的参数
两台机床、同一把刀、同一参数,一把加了冷却液一把没加——加工出来的孔壁质量能差一个等级。根源就在摩擦系数上。
摩擦系数μ描述的是两个接触面传递力的效率。较低的μ值意味着更少的摩擦热、更轻的切削力、更好的表面光洁度。冷却液能大幅降低μ值,涂层本身也有贡献——不同涂层的μ值差异在实际加工中是能感知到的。
八、四种涂层:一张表说清楚
把TiN、TiAlN、AlTiN、TiCN的差异归纳为几个核心参数,下面是典型的技术参数对照。
|
参数 |
TiN |
TiCN |
TiAlN |
AlTiN |
|
颜色 |
金黄色 |
灰紫色 |
紫黑色 |
暗黑色 |
|
最高使用温度 |
~600°C |
~400°C |
~800°C |
~900°C |
|
典型纳米硬度 |
低-中 |
中-高 |
高 |
很高 |
|
摩擦系数 |
中等 |
低 |
低-中 |
低 |
|
适用场景 |
通用钢件/不锈钢 |
中低速钢件/铸铁 |
高速钢件/难加工材料 |
高温合金/钛合金/超高硬度材料 |
|
冷却建议 |
建议使用 |
建议使用 |
可干切,推荐湿切 |
可干切,推荐湿切 |
九、选型逻辑总结
通用钢件、预算有限——TiN打底,性价比最高。需要兼顾硬度和温度——TiAlN是目前应用最广的选择。加工高温合金、钛合金——直接上AlTiN,温度容忍度摆在那里。低速切削铸铁、铜合金——TiCN的减磨特性是最合适的。