
5
2026.6
作者
11
阅读量
一、换了三批铰刀,问题为什么还在?
某发动机零件厂的来料检验记录里有一条典型案例:同一批铰刀,A机床孔径合格,B机床孔径离散度超差。
人们的第一反应是铰刀有问题。换了一批,问题在。再换一批,还在。三批之后,才有人回头查扩孔工序。根因是扩孔余量不均匀,而不是铰刀坏了。
这并非个例,制造现场有一个根深蒂固的逻辑:只要最后走一遍铰刀,精度就能保证。铰刀成了整条工序链最终的质量背锅者。
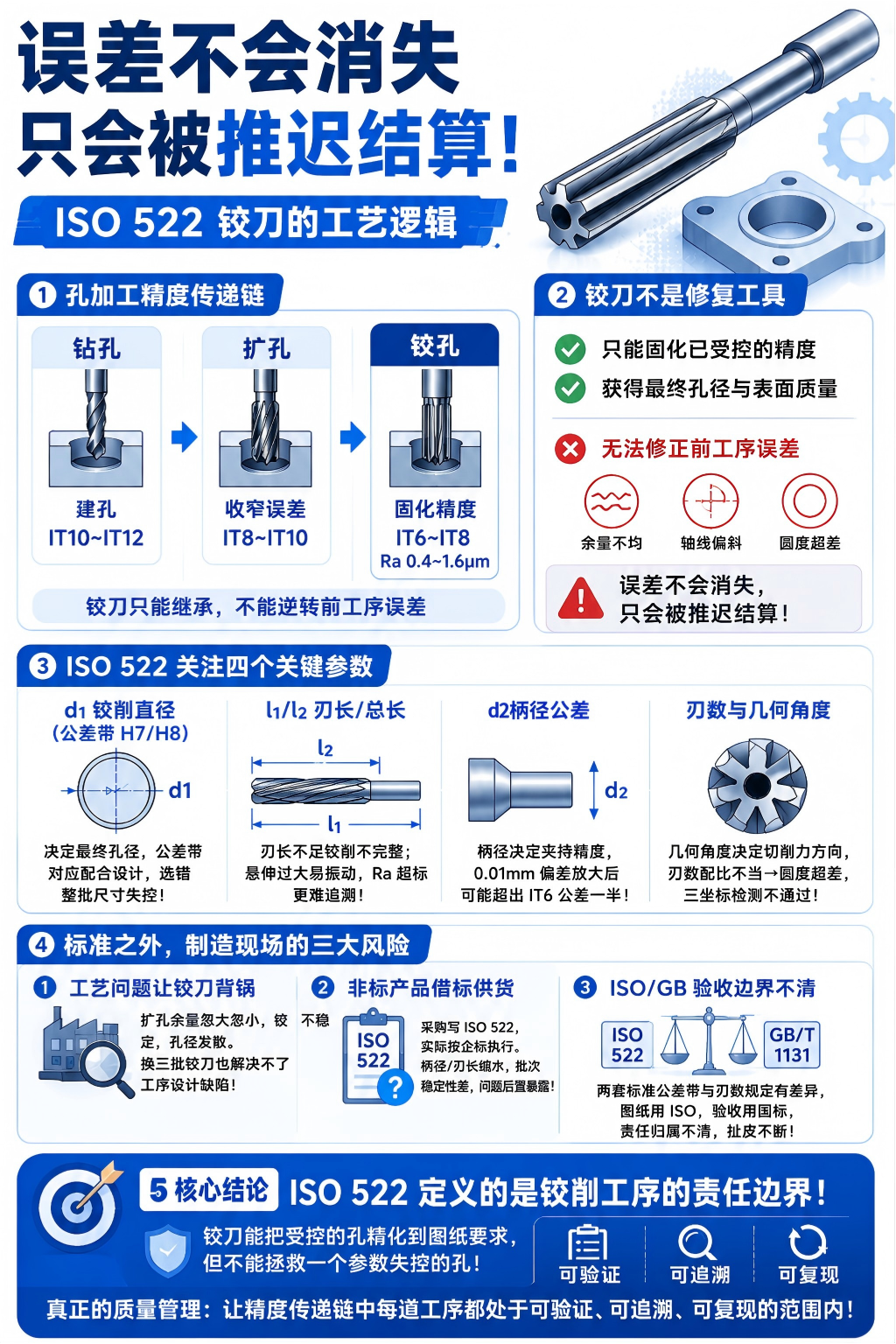
这个逻辑错在哪里?铰刀只能固化已经受控的精度,无法修复已经失控的误差。误差不会消失,只会被推迟结算——结算的成本,往往是返修、排查和交期损失。
二、铰刀在工序链中的真实位置
钻孔、扩孔、铰孔,不是三道独立工序,而是一条精度传递链:钻孔建立孔位(IT10~IT12),扩孔误差收窄至 IT8~IT10,铰孔固化结果(IT6~IT8,Ra 0.4~1.6μm)。这条工艺链中的工序协同,决定了最终精度是否可复现。
铰刀只能继承,不能逆转。前工序的缺陷——余量不均、孔轴线偏斜、圆度超差——铰刀无法修正,只会将它们固化进最终孔径。
问题在前段产生,在最后一道工序才集中暴露。排查习惯从后往前走,铰刀自然成了第一个被怀疑的对象。
三、同样是φ10 铰刀,结果为什么不一样?
采购单上只写了"φ10 铰刀",收到的货不同批次孔径稳定性却相差很大。参数写错,批次稳定性没有保障。
这正是ISO 522存在的意义。它不是刀具目录,而是铰削工序能够稳定发挥精度的参数前提集合。
ISO 522(含ISO 234锥柄系列)规定了铰刀的直径范围(1mm~80mm)、公差等级(H7/H8两个公差带)、刃数配比以及几何结构参数。
公差带选错,配合精度就偏了;刃数不合直径,切削力不均衡,孔径在圆周方向产生周期性偏差。这些都是铰刀本身产生的误差——和前工序无关。两类误差叠加,问题更难追溯。
逻辑是:问题→ 风险 → 标准管的是哪一段?ISO 522 划定了铰刀自身应承担的参数边界,也同时划定了它不能替代的那一部分。
四、四个参数,四条风险线
d1(铰削直径):决定最终孔径。H7 对应较紧配合,H8 对应较松配合,不可互换。选错公差带,不是"差一点",是整批孔尺寸失控,返修成本立即兑现。
l1/l2(切削刃长与总长):刃长不足,铰削不完整;悬伸过大,高速下产生振动,孔壁振纹、孔径离散度超差。Ra 超标比换刀频次更难追溯——根因可能是参数选型错误,不是刀具磨损。
d2(柄径公差):柄径决定夹持精度。0.01mm 的柄径偏差,放大后可能超过 IT6 公差带的一半,径向跳动传递到铰削直径,误差在精度传递链的夹持环节就已经引入。
前角/后角与刃数配比:几何角度决定切削力方向,刃数配比决定力是否均衡。配比不当,孔径圆周方向出现周期性偏差——塞规通过,三坐标检测圆度超差。这类问题,质量追溯成本极高。
五、标准之外,制造现场的三类矛盾
质量问题为什么总在最后一道工序爆发?扩孔余量忽大忽小,铰刀切削深度不稳定,孔径一致性发散。换三批铰刀,解决的只是铰刀本身有没有问题,解决不了工序设计缺陷。
排查周期拉长,交期损失累积,根因却一直没找到。这是制造现场把工序设计责任转嫁给刀具的典型路径。
采购写 ISO 522,为什么到货稳定性却完全不同?非标铰刀借标准背书进入选型清单:柄径公差和刃长按企标执行,差距不明显,但批次间稳定性差。问题在整批加工完成后才在质检阶段暴露。制造代价在交货期内才被量化。
ISO 522 与GB/T 1131的判定边界不清,是验收阶段最常见的扯皮来源。两套标准在公差带定义和刃数规定上存在差异,图纸引用 ISO,验收用国标量具,责任归属在工艺、质量、采购三方之间流转。标准不统一,追溯成本由整条供应链分摊。
六、ISO 522 不是刀具目录,是工序的责任边界
铰刀是孔加工链的最后一道工序,也是误差被最终固化的地方。它能做到的,是把一个已经受控的孔精化到图纸要求。它做不到的,是把一个参数失控的孔变成合格品。
ISO 522 定义的,是铰削工序能够稳定发挥的参数前提:直径公差带对应配合设计,柄径公差决定传递精度,刃长决定有效切削范围,刃数配比保证切削力均衡。每一条参数线背后,都是一个具体的制造风险。
误差不会消失,只会被推迟结算。被推迟的代价,是返修成本、排查周期和质量追溯成本的叠加。最昂贵的支出,往往发生在问题出现之后——而不是在工艺决策阶段。
真正的质量管理,不是让最后一道工序承担所有风险,而是让精度传递链中每道工序都处于可验证、可追溯、可复现的范围内运行。
ISO 522 提供的,是铰削这道工序的参数基准与责任边界。铰刀不是质量兜底者——它只负责它能负责的那一段精度。
下一篇:丝锥断在孔里,九成是选错了——ISO 529丝锥标准的工程逻辑