
4
2026.6
作者
17
阅读量
一、一道最容易被省掉的工序
某零件批量生产,要求孔径精度 IT8、粗糙度 Ra 1.6。车间按"钻→铰"两步走,省掉了扩孔。头两批没问题,第三批铰刀寿命骤降,孔径一致性开始发散。
排查结论出乎意料:问题不在铰刀本身,在于省掉扩孔之后,钻孔留下的形位误差全部压给了铰刀。铰刀不是万能的精修工具,它有自己的工况边界。
扩孔是赶工期、压成本时最容易被压缩的一步。但被省掉的代价不会消失——它会被转嫁给后工序,等问题出现时才被量化。
二、扩孔不是"多切一刀",而是中间锚点
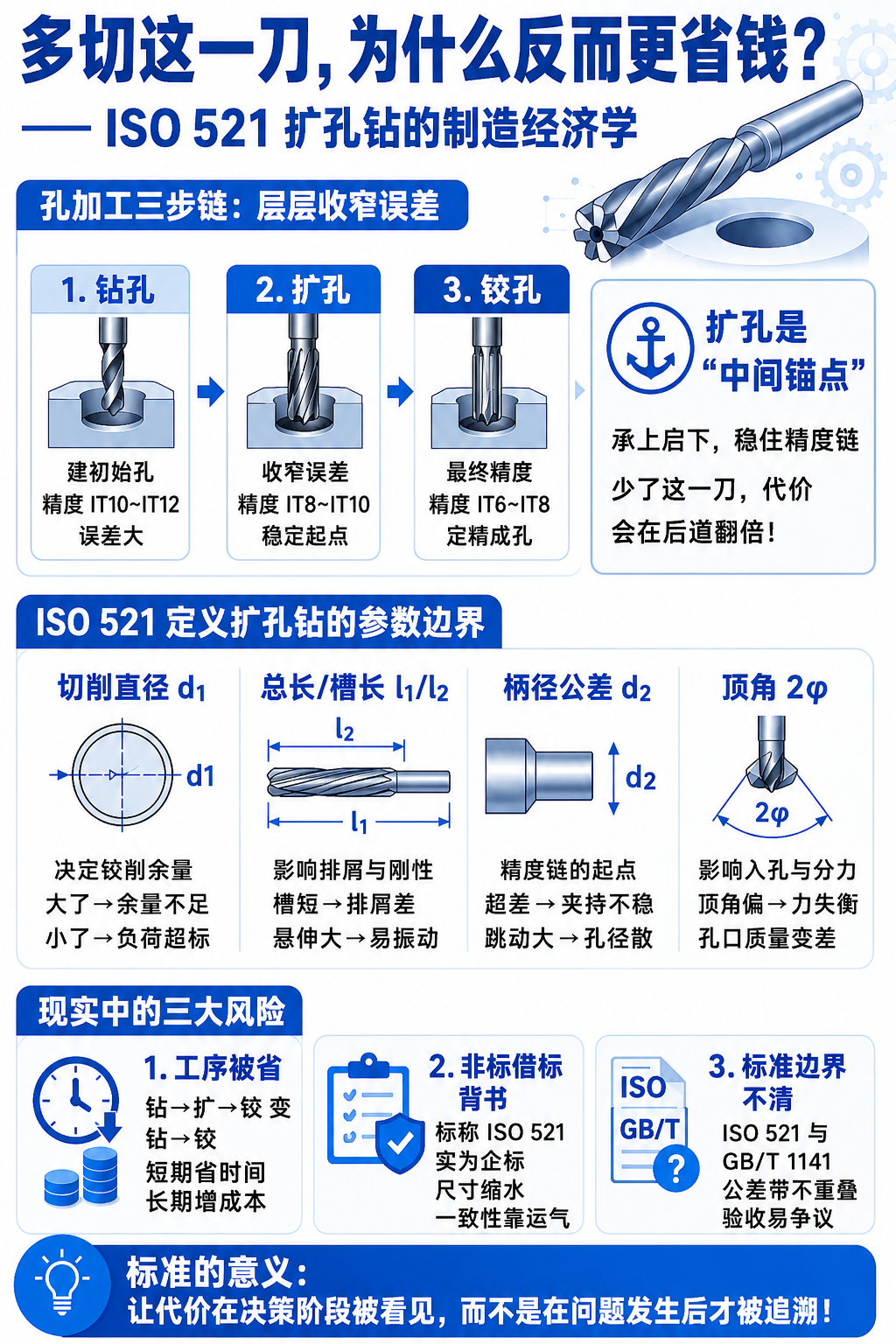
孔加工的三道工序各有分工:
钻孔,建立初始孔,孔径公差通常在 IT10~IT12 范围内,形位误差较大;
扩孔,将孔径偏差、圆度和直线度误差收窄至 IT8~IT10,为铰削创造稳定的起点;
铰孔,完成最终精度,推至 IT6~IT8。
三道工序的分工逻辑是:钻孔建孔,扩孔收差,铰孔定精。每一道向下一道传递已收窄的误差范围。
缺少扩孔,误差不会消失,只会被转嫁给铰刀——铰削量超出设计范围,切削力偏离正常区间,刀具寿命和孔径离散度双双失控。
这就是"中间锚点"的含义:扩孔向上接收钻孔的误差,向下为铰孔托底。少了这一环,整条精度传递链就断了。
三、ISO 521 定义的是扩孔工序的参数边界
ISO 521 是扩孔钻的核心国际标准,规定了直径范围、刃数、柄型和公差要求。
标准覆盖直径范围 3mm 至 100mm,按直径分段给出参数,不是一套通用值。刃数方面,小直径以三刃为主,大直径可为四刃;刃数决定切削力在截面上的分配方式,直接影响圆度和孔壁质量。
柄型与ISO 235 一脉相承:小直径直柄、大直径莫氏锥柄,接口参数可追溯至夹持系统标准。
这些不是孤立的参数集,而是围绕精度传递链的设计结果。扩孔钻在已有孔基础上精化,切削条件与钻孔有本质区别,正因如此,它才需要独立的标准体系来管控参数边界。
四、四个参数,四条风险线
切削直径 d1
决定扩孔后的孔径余量。d1 偏大,铰削余量不足,铰刀空切,表面质量失控;d1 偏小,余量过多,铰刀切削负荷超标,寿命急剧下降。这是精度传递链中第一道可量化的误差收窄节点。
总长与槽长 l1/l2
总长决定刀具是否满足深度需求;槽长决定排屑是否通畅。槽长不足,切屑积聚孔内,轴向力异常升高,孔壁划伤;悬伸过大,刚性不足,振动诱发孔径离散。不少采购单只验直径,槽长从不检验——批次一致性全靠运气。
柄径公差 d2
柄径是刀具与夹持系统之间的精度接口。柄径超差,夹持力无法均匀传递,刀具在夹头内微量滑动,径向跳动放大,孔径一致性下降。夹持段的误差是整条精度链的起点,也是最容易被忽视的一段。
顶角 2φ
扩孔钻的顶角通常比麻花钻更平缓,以适应已有孔的导向条件。顶角偏差意味着轴向分力与径向分力的比例失衡,入孔稳定性下降,孔口倒角形态改变,影响后续铰削的定位基准。
五、标准之外的三类现实冲突
工序被省,代价后置。钻→扩→铰压缩为钻→铰,短期节省了工序时间,但铰刀消耗上升、孔径返修率走高。这笔账不是不算,而是只有后道出了问题才会被翻出来——到那时,代价已经翻倍。
非标产品借标准背书。采购单写"满足 ISO 521",供应商报价合格,实际执行的是内部企标。直径偏差和槽长往往缩了一档,进场不验,问题在加工第 50 件后才暴露。
ISO 521 与GB/T 1141 对应边界不清。两套标准在参数定义上有交叉,但公差带并不完全重叠。国内按 GB/T 供货,用户按 ISO 521 验收,判定矛盾直接体现在进货检验报告上——这个问题在双轨供应链中极为常见,却很少被正式处理。
六、ISO 521 不是刀具规格表,是工艺节点边界
回到开头那个案例。铰刀寿命骤降,根源不是铰刀品质,而是扩孔被省掉之后,工艺链少了一道误差收窄节点,铰刀被迫承担了不属于它的任务。
很多批次质量的波动,不是设备退化,不是刀具变差,而是工序链里某一段的参数边界被悄悄越过了。扩孔被省是一个典型。每省掉一道工序,精度传递链就少一个可控节点。
ISO 521 的价值,不在于它规定了多少型号,而在于它为扩孔这道工序建立了可追溯、可验证、可复现的参数基准。有了这个基准,选型有据可依,验收有标准可判,出了问题有参数可追。
脱离标准管理的扩孔钻,省下的是采购成本,留下的是制造代价——只不过要等到质量投诉或刀具寿命报告出来才能被量化。
标准的意义,是让这些代价在采购和工艺决策阶段就被看见,而不是等到出了问题才去倒推根源。
下一篇:孔加工链的最后一环——铰刀标准如何定义最终精度边界?