
2
2026.6
作者
5
阅读量
在数控铣削、模具加工、零件精加工车间中,顺铣、逆铣、端铣是日常生产最常用的三种加工方式。很多加工故障,比如工件表面粗糙、加工震动、尺寸偏差、工件崩边,本质都是铣削方式选型与工况不匹配导致的。
合理选择铣削方式,无需复杂调参,就能有效提升工件表面质量、降低加工震动、稳定生产精度。今天结合一线实操经验,清晰拆解三种铣削方式的核心区别与选型逻辑。
一、顺铣与逆铣:核心原理区分
铣削加工中,可根据加工切削方向与工件进给方向的关联,分为顺铣和逆铣两种模式,二者的受力状态、加工效果完全不同。
逆铣:切削厚度由薄到厚
逆铣的核心特点是从工件已加工表面切入,初始切削厚度趋近于零,后续逐步增大。加工初始阶段,会出现短暂的挤压、滑行现象,容易在工件表面形成冷硬层,不仅会增加加工磨损,还会轻微降低工件表面平整度。
但逆铣的优势十分突出,加工过程中设备丝杠与螺母传动结构始终贴合,不会出现工作台窜动、爬行问题,加工稳定性极强,且不会出现毛坯硬皮打刀、崩料的情况。
顺铣:切削厚度由厚到薄
顺铣从工件待加工表面切入,初始切削厚度最大,后续逐步减小,全程无挤压、滑行加工现象。加工产生的竖向作用力会将工件压紧在工作台,有效减少工件震动,加工平整度、光洁度更优。
需要注意的是,若设备进给传动结构存在间隙,顺铣过程中容易出现工作台窜动,严重时会引发工件崩损,这也是顺铣不能通用所有工况的核心原因。
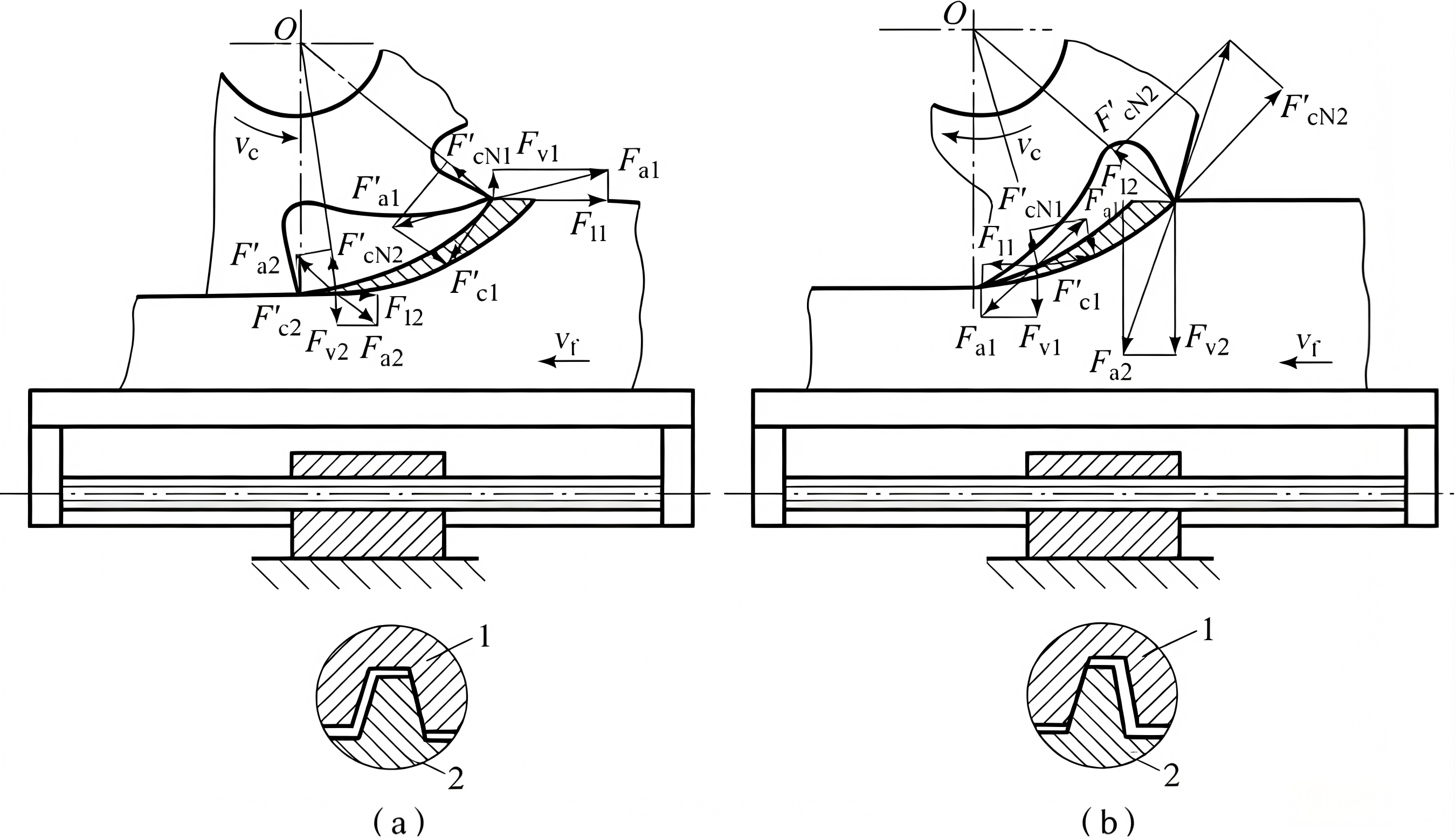
(a)逆铣 1-螺母 2-丝杆 (b)丝杆
二、顺铣、逆铣优缺点与适用场景对比
结合两种加工方式的特性,可精准匹配粗加工、精加工、不同材质工件的生产需求,规避加工风险。
逆铣适用场景(优先粗加工)
针对工件表面带有氧化皮、硬皮,或是设备进给机构存在间隙、精度一般的工况,优先选用逆铣。逆铣加工稳定性高,可有效避免打刀、工件崩损、加工震动等问题,完全适配模具钢、铸铁等材料的粗加工工序。
顺铣适用场景(优先精加工)
设备精度良好、进给无间隙、工件表面无硬皮的情况下,首选顺铣。顺铣加工的工件表面光洁度更高,加工损耗更小,尤其适配铝镁合金、钛合金、耐热合金等高精度精加工场景。
三、端铣加工的分类与选型技巧
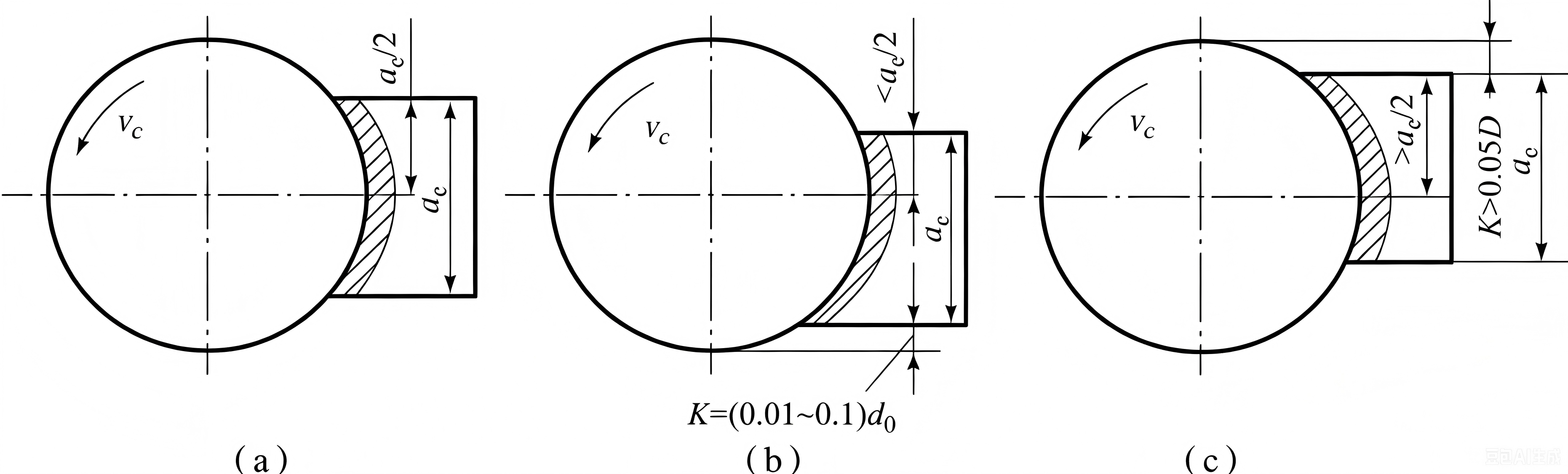
端铣是平面加工的核心方式,根据加工宽度与设备主轴轴线的位置关系,可分为对称端铣和不对称端铣,不对称端铣又包含不对称顺铣、不对称逆铣两类。
1. 对称端铣
加工宽度完全对称于主轴轴线,加工受力均匀,震动极小,适合高精度平面精加工,多用于薄板、精密平板零件的平整加工。
2. 不对称逆铣
这类加工方式的逆铣加工区域大于顺铣区域,切入时切削厚度最小,切出时厚度逐步增大,全程加工平稳,工件表面粗糙度极低。
不对称逆铣适配碳素钢、合金钢、铸铁等常规材料加工,能够有效提升加工稳定性,延长设备加工寿命,在高强度合金钢加工中,提质增效效果尤为明显。
四、加工选型核心总结
1. 粗加工、工件带硬皮、设备精度一般:选逆铣,优先保障加工稳定性;
2. 精加工、高精度需求、有色金属加工、设备精度优良:选顺铣,提升表面质量;
3. 常规钢材、铸铁平面精加工:选不对称逆铣,兼顾精度与加工效率。
合理匹配铣削方式,是低成本优化加工品质、减少工件损耗、提升生产效率的基础,也是机械加工师傅必备的实操技巧。