
2
2026.6
作者
6
阅读量
在模具加工、精密零件制造等车间生产中,工件加工断裂、局部崩损是十分常见的故障。不少加工师傅遇到此类问题,第一时间会归咎于原材料品质不佳,但结合大量一线加工案例来看,绝大多数加工断裂问题,都和加工工况与操作细节相关,并非材质本身缺陷。
加工断裂问题存在明显规律,不同的破损位置、破损形态,对应着完全不同的故障诱因。精准判断问题根源,才能避免盲目换料、反复试错,有效降低工件报废率,提升生产稳定性。
下面结合车间实操场景,分类拆解常见加工断裂问题及解决思路。
一、三类典型加工断裂形态,快速定位故障根源
通过长期跟踪各类机械加工车间生产工况,可将工件加工断裂问题分为三大类,分别为端部破损、加工面中部崩损、装夹位断裂,不同破损类型的诱因差异显著。
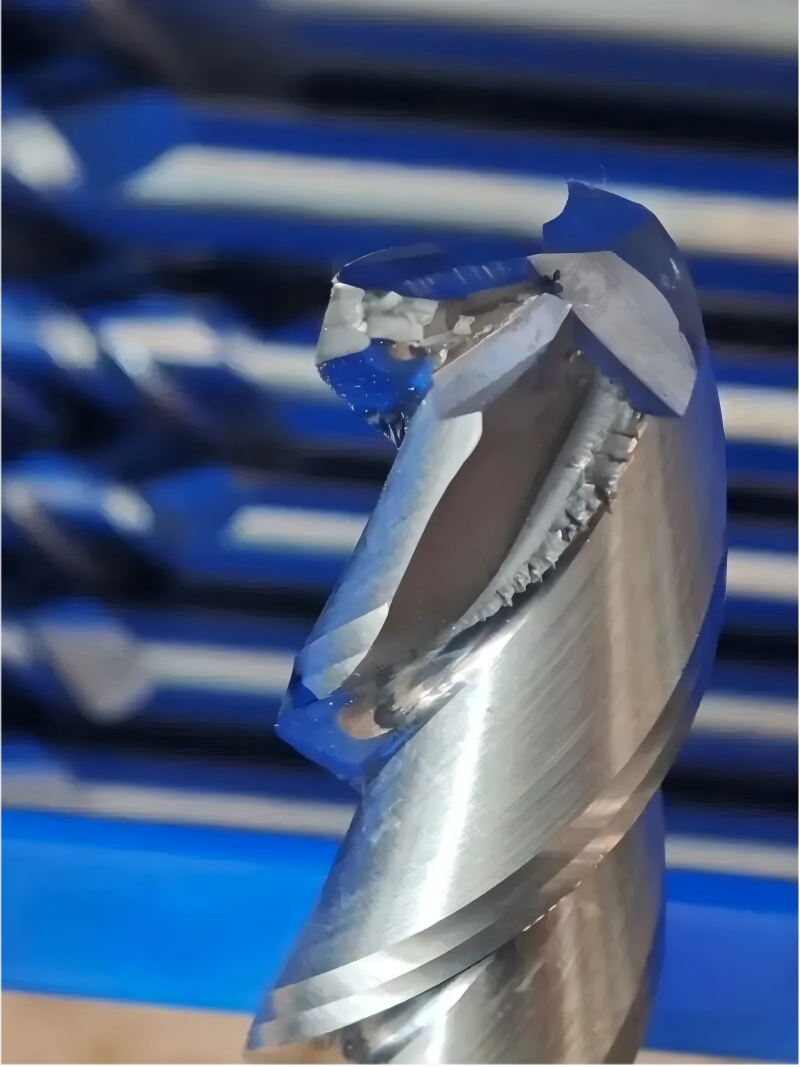
1.工件端部破损
这类问题多出现于开槽、深槽切削、斜坡进给加工场景中,核心诱因是加工载荷骤增。加工过程中切削深度突然加大、单次加工余量过大,会让工件端部承受瞬时超负荷压力,进而产生破损。在不锈钢等难加工材料的深槽加工中,这类问题尤为高发。
同时,设备主轴轻微震动、加工路径规划不合理,也会持续冲击工件端部,逐步产生细微裂纹,最终引发破损。实操中采用渐进式加工、平稳规划进给路径,能够有效缓解端部受力压力,减少破损情况。
2. 加工面中部崩损
中部崩损属于累积性故障,极少瞬时发生,主要源于加工过程中排屑不畅、废料堆积挤压。连续铣削、深槽加工时,残留废料无法及时排出,会持续摩擦、挤压工件加工面,产生细微裂纹,随着加工持续进行,裂纹不断扩散,最终形成崩边、破损。
车间加工中,设备刚性不足、加工余量配比失衡,会进一步加剧这类问题。通过优化加工节奏、改善排屑条件,可大幅降低中部崩损的概率。
3. 装夹位断裂
该问题与设备装夹系统、工件悬伸长度密切相关。即便加工参数设置合规,若工件悬伸过长、卡盘夹持稳定性不足,加工过程中产生的横向作用力,会持续作用于装夹位置,催生细微裂纹并逐步扩散。
针对长悬伸加工工况,优先选用高刚性夹持装置、缩短工件悬伸长度,无需更换原材料,即可有效规避装夹位断裂问题。
二、参数设置不当,是加工断裂的核心人为诱因
车间多数批量性工件断裂问题,均源于加工参数匹配不合理,单一或多项参数失衡,会导致加工载荷超出工件承受范围,造成持续性破损。
1. 进给速度过快
为追求加工效率盲目加快进给速度,会让工件瞬时受力骤增,超出材料承载极限,直接引发崩边、断裂。这类破损多为瞬时突发,并非工件长期磨损导致。尤其在深槽、连续侧面加工中,过快进给的负面影响最为明显,适当降速、采用分段进给,可有效改善工况。
2. 主轴转速适配性差
高转速加工工况下,若转速超出材料适配范围,会加剧加工区域摩擦生热,局部高温会弱化材料结构稳定性,加速细微裂纹扩散。实操中可通过观察切屑形态、加工震动情况,合理匹配转速与进给量,平衡加工效率与生产稳定性。
3. 切削余量配比失衡
径向、轴向加工余量配比不合理,是容易被忽视的故障诱因。加工高硬度钢材、模具钢时,径向余量过大,会让工件局部产生载荷峰值,引发结构破损。根据工件尺寸、设备刚性、材料硬度微调余量配比,能够显著提升加工合格率。

三、不同材质工件的加工破损特性与适配方案
不同金属材料的硬度、耐热性、排屑特性差异较大,相同加工参数下,破损形式和概率各不相同,需针对性调整加工工艺。
1. 不锈钢材料
不锈钢加工易产生积屑粘连问题,高速、大余量加工时,堆积的废料会造成局部受力不均,引发工件边缘崩损。加工不锈钢深槽、深孔结构时,建议采用小余量、慢进给的加工方式,优化排屑效果,避免废料堆积挤压工件。
2. 模具钢、高硬度钢
这类材料硬度高、散热慢,连续加工易出现局部热量堆积,产生热疲劳裂纹,裂纹会逐步扩散导致工件破损。实操中可采用分段加工模式,搭配高效冷却方式,降低加工区域温度,缓解热应力对工件结构的损伤。
3. 铝合金材料
铝合金质地较软,但薄壁结构、轻微切削工况下,设备震动会被放大,加之切屑缠绕堆积,极易造成工件瞬时破损。加工铝合金零件时,重点优化排屑路径,稳定设备转速与进给节奏,即可大幅降低破损风险。
四、车间高频隐患:设备工况与操作细节漏洞
除参数与材质因素外,设备夹持、冷却方式、程序细节等隐性问题,是批量加工断裂的重要诱因,也是车间最容易忽略的环节。
1.夹持精度不足
设备卡盘磨损、夹持清洁不到位,会导致工件夹持跳动超标,哪怕0.01毫米的偏差,也会造成加工受力不均,持续催生细微裂纹。定期校验夹持精度、清理夹持杂质、优化装夹方式,比盲目调整加工参数更有效。
2. 冷却方式不合理
间歇性冷却、冷却液流量不足,会导致加工区域冷热交替频繁,产生热疲劳损伤,加速工件裂纹扩散。高负荷、深腔加工场景下,优先采用连续冷却或高压冷却,稳定加工温度,同时辅助排屑,双重保障加工稳定性。
3. 加工程序细节缺陷
多数间歇性断裂问题,源于程序细节漏洞:工件回缩抬升不足、弯道减速不及时、残留废料未清理干净,都会造成二次摩擦、冲击破损。优化程序路径,在拐角、收尾段设置加工缓冲区,清理层间残留物料,可有效规避隐性破损问题。

五、总结
机加工工件断裂、崩边问题,极少由单一因素导致,更非单纯的材质问题。参数配比、设备工况、夹持冷却、程序细节、材料适配度,每一个环节都会影响加工成品率。
车间生产中,遇到工件破损问题,无需盲目换料、降效生产,可根据破损形态精准定位根源,针对性优化工艺细节,既能保障加工效率,又能大幅降低报废成本,提升批量生产稳定性。
