
1
2026.6
作者
9
阅读量
在CNC铣削加工中,顺铣和逆铣是最基础、最常用的两种加工方式。二者的核心差异源于铣削运动与工件进给的方向配合关系,这一基础区别进一步导致切削状态、工件受力、加工质量、设备要求等多方面的差异。精准掌握两种工艺的特点,可帮助从业者根据工况合理选型,提升加工品质与效率。
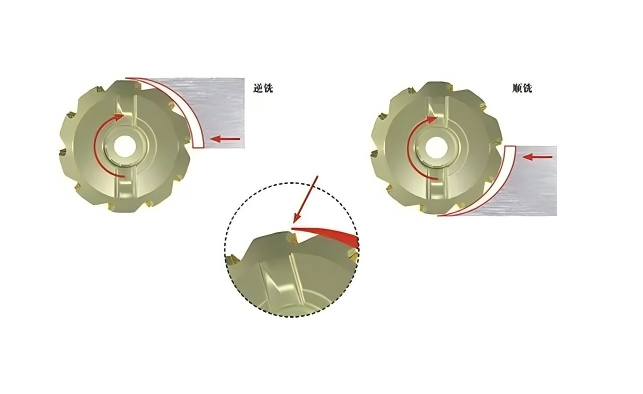
一、 核心运动方向差异
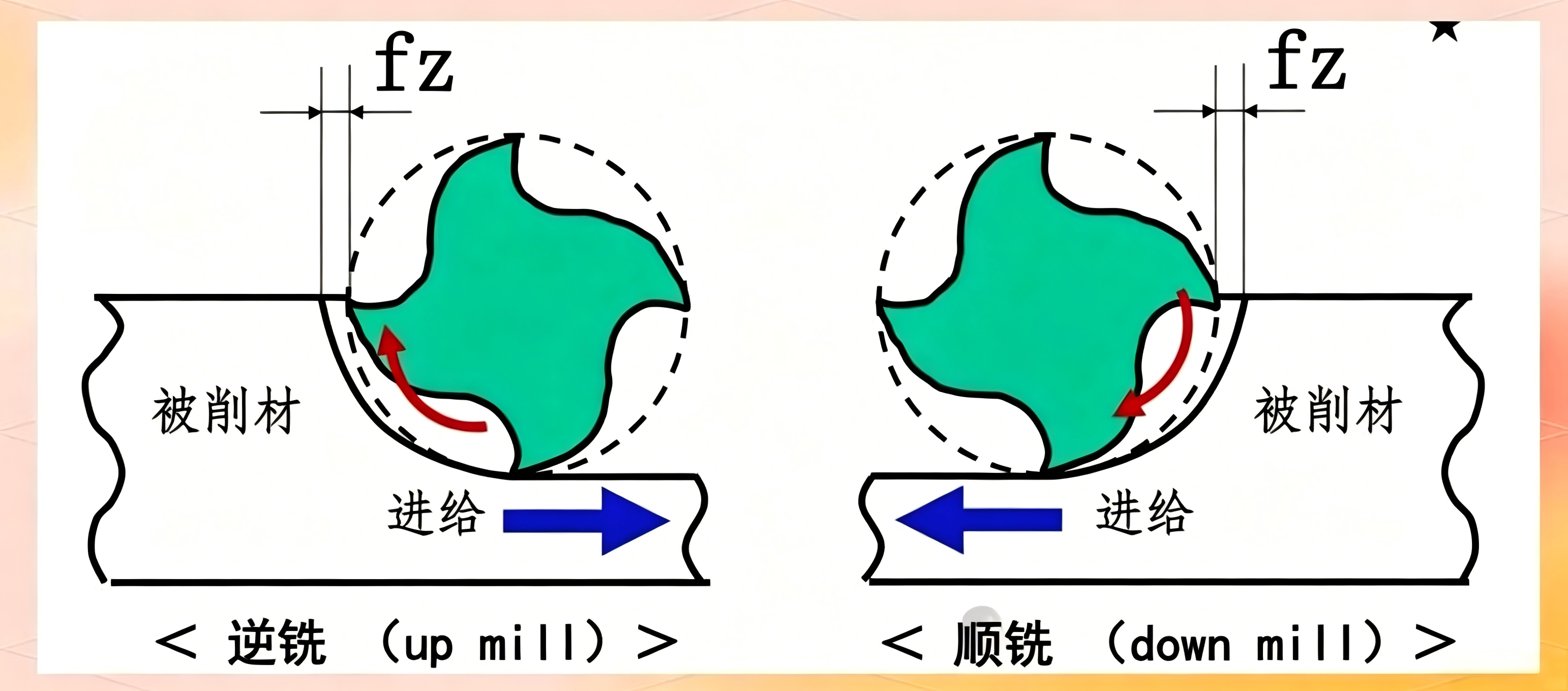
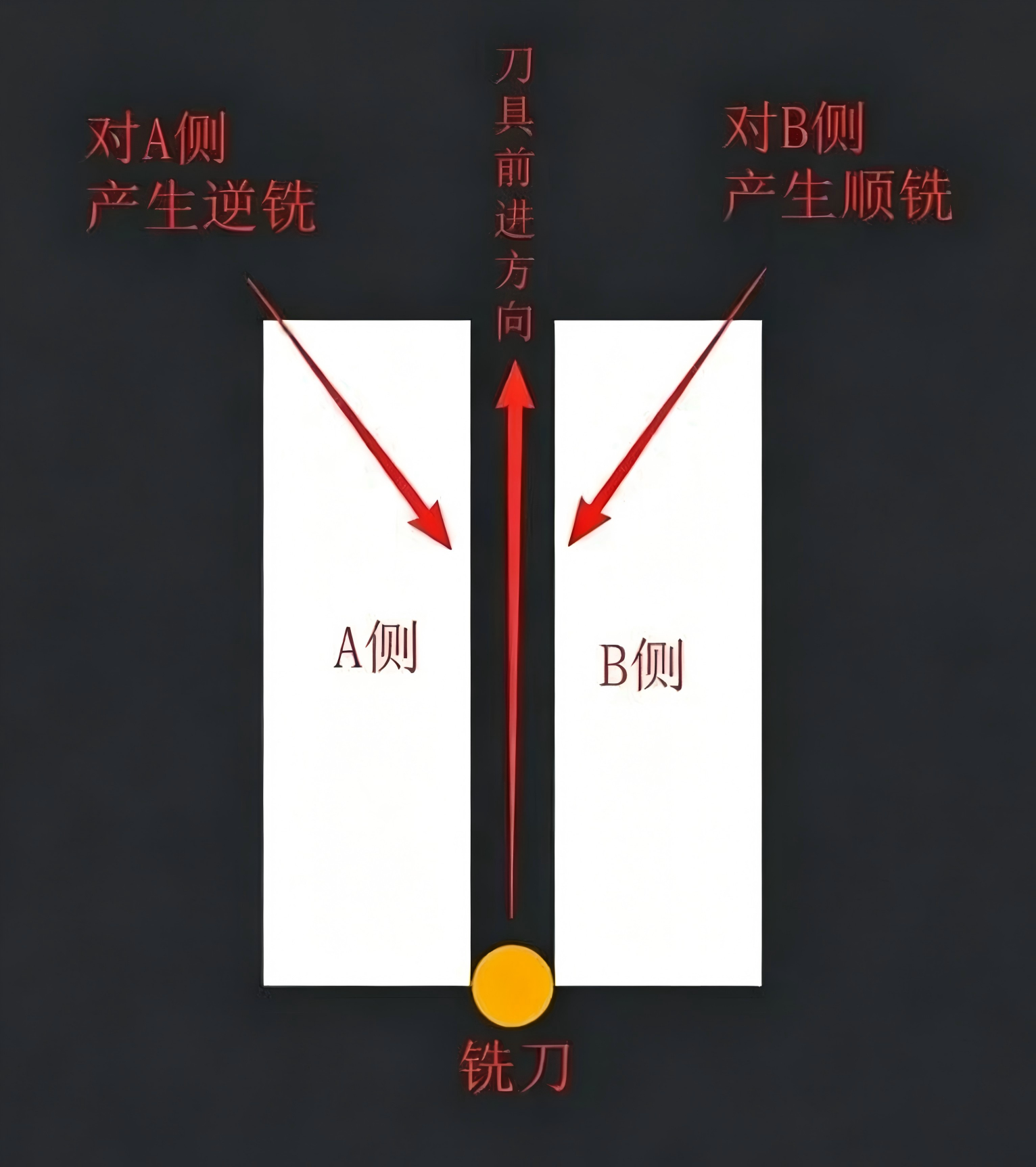
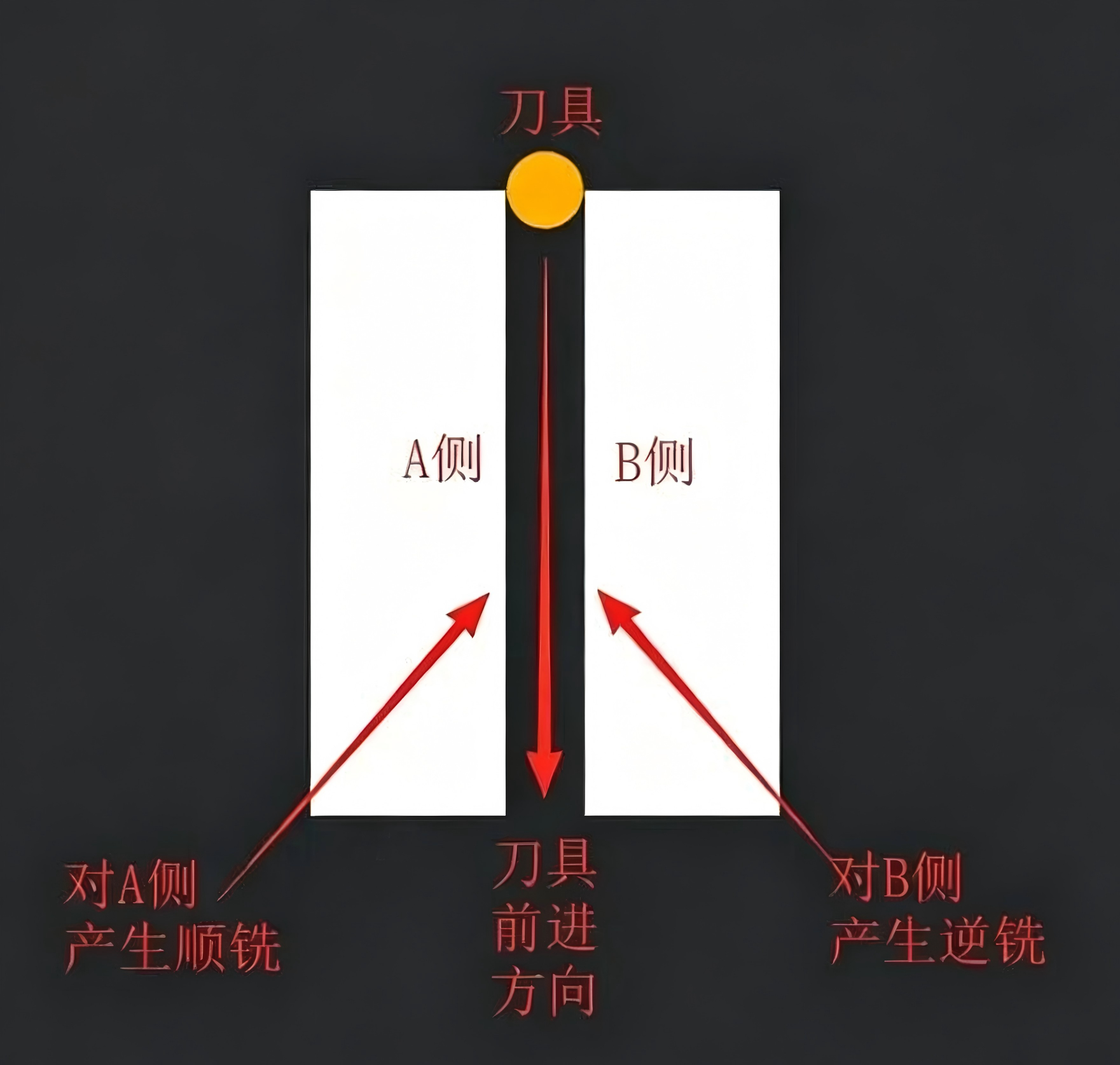
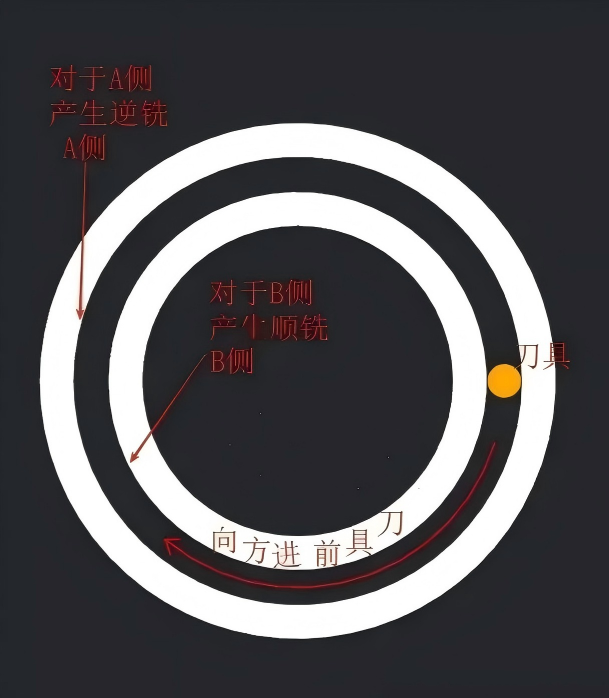
顺铣:铣削运转方向与工件进给方向保持一致,加工运动协同性更好。
逆铣:铣削运转方向与工件进给方向完全相反,加工运动呈反向配合。
二、 切削厚度变化差异
顺铣:加工初始切削厚度最大,加工过程中厚度逐步递减至零,整体切削过程平稳连贯,无突兀加工状态。
逆铣:加工初始切削厚度为零,刀齿会先与工件表面产生摩擦滑行,后续切削厚度逐步增大,初期加工稳定性较差。
三、工件受力与装夹稳定性差异
顺铣:垂直切削分力向下,可将工件牢牢压紧在工作台面上,有效减少加工振动,工件装夹稳定性更强,适配精密加工工况。
逆铣:垂直切削分力向上,存在抬升工件的趋势,容易引发加工振动,会在一定程度上影响工件装夹精度,不利于高精度加工。
四、 加工损耗与使用寿命差异
顺铣:无空滑摩擦阶段,加工损耗更低,综合耐用度优于逆铣工艺,长期加工性价比更高。
逆铣:刀齿切入工件前存在持续滑行摩擦,加工损耗更大,在加工硬化类材料时,损耗加剧的现象会更为突出。
五、工件表面加工质量差异
顺铣:加工成型的工件表面粗糙度低、光洁度高,无明显加工纹路,是精加工工序的优选方式。
逆铣:加工过程易产生冷硬层、振动纹路,工件表面平整度和光洁度相对一般,更适用于粗加工工况。
六、加工功率能耗差异
顺铣:加工过程流畅稳定,能耗更低,相比逆铣可节约5%-15%的加工功耗,长期批量加工更节能。
逆铣:因存在滑擦、切削冲击等问题,加工能耗更高,批量生产的功耗成本相对更高。
七、适配机床设备要求
顺铣:对机床进给精度要求较高,需要设备配备丝杠背隙消除装置,若设备存在间隙,加工过程易出现工件窜动问题。
逆铣:对机床间隙、设备刚性敏感度较低,适配传统老旧设备、刚性一般的加工机床,通用性更强。
行业选型总结
目前行业内的现代化CNC数控机床,基本都配备间隙消除结构,因此加工多以顺铣为主,凭借高精度、低损耗、低能耗的优势适配绝大多数精加工、精密批量加工场景。逆铣则更多用于老旧设备加工、工件粗加工、刚性较差的加工工况。